Сушка лакокрасочных покрытий
Сушка лакокрасочных покрытий — необходимая технологическая операция. В ходе сушки жидкий лакокрасочный материал преобразовывается в жёсткую лакокрасочную пленку. Отверждение покрытий в зависимости от используемого лакокрасочного материала происходит или в следствии испарения растворителей (спиртовые и нитроцеллюлозные лаки), или в следствии реакции окисления (масляные лаки), или за счет реакции полимеризации либо поликонденсации (полиэфирные, мочевино-формальдегидные лаки).
Скорость отверждения покрытий зависит от последовательности факторов: вида лакокрасочного материала, толщины покрытия, температуры сушки, количества воздуха, подаваемого к покрытию, метода сушки и др. Степень подсыхания покрытия определяется его твердостью. Существуют три стадии подсыхания. Высыхание, «от пыли» — такое состояние покрытия, в то время, когда на поверхности образуется узкая пленка, к которой не прилипают частицы пыли.
Покрытие еще не есть высохшим — при нажиме на нем остается след.
Практическое высыхание — состояние покрытия, при котором пленка имеет такую твердость, что ее возможно подвергать предстоящей обработке: шлифованию, полированию, разравниванию. Твердость покрытия на данной стадии должна быть 0,3—0,35 (по маятниковому прибору М-3) для нитроцеллюлозных и 0,35—0,55 — для полиэфирных покрытий.
Полное высыхание — состояние покрытия, при котором твердость не изменяется при предстоящей сушке и процесс просадки пленки заканчивается. Последняя стадия сушки, в большинстве случаев, достигается в ходе эксплуатации изделия.
При отделке изделий на фирмах покрытия сушат лишь до его практического подсыхания.
Различают два вида сушки: естественную (при температуре воздуха 18—20 °С) и неестественную (при температуре 40—80 °С).
Неестественная сушка самый прогрессивна, поскольку длительность отверждения (подсыхания) покрытия уменьшается в 5—6, в противном случае и более раз если сравнивать с естественной. Сушка двухкомпонентных парафи-носодержащих лакокрасочных материалов осуществляется за счет химической реакции.
Существуют следующие способы неестественной сушки лакокрасочных материалов: конвективный, с предварительным аккумулированием тепла, терморадиационный. Также, используется сушка с применением ультрафиолетовых и электронных лучей, и импульс-но-лучевая сушка.
Конвективная сушка лакокрасочных покрытий
При конвективном методе сушки тепло от источника нагрева к высушиваемому покрытию передается посредством воздуха, нагретого до 40—80 °С. Нитролаковые покрытия сушат при 40—60 °С, а полиэфирные (беспарафиновые)— при 60—80 °С. При более большой температуре воздуха на поверхности пленки образуются пузыри и отмечается сморщивание.
Процесс подсыхания покрытия начинается с верхних слоев и медлительно распространяется в глубь пленки, причем последними высыхают слои на границе лак — древесина.
Образующаяся в начале сушки на поверхности жёсткая пленка мешает свободному удалению паров растворителей, выходящих из нижележащих слоев покрытия. Это событие удлиняет время сушки и ухудшает уровень качества покрытия, поскольку испаряющиеся растворители при выходе из его толщи прорывают затвердевшую пленку, образуя наряду с этим кратеры, пузыри. Чтобы не было этого предусматривается ступенчатая сушка: сперва при пониженной температуре воздуха (период интенсивного испарения растворителей), для нитролаковых покрытий при 20—25 °С, после этого при повышенной (период сушки)—40—45 °С и снова при пониженной (период охлаждения) —20—25 °С.
В индустрии нашли использование разные по выполнению конвективные сушильные камеры периодического и постоянного действия. В качестве теплоносителя в этих камерах значительно чаще применяют пар, реже электричество и горячую воду.
Камеры периодического действия изготовляют в виде тупиковых кабин, куда через дверные проемы закатывают этажерки с подробностями, покрытыми лакокрасочными материалами. По окончании подсыхания покрытий этажерки выкатывают через те же дверные проемы.
самые прогрессивными, взявшими широкое распространение, являются камеры постоянного действия. Транспортные органы в таких камерах выполнены или в виде особых напольных либо подвесных этажерок, передвигаемых цепными конвейерами, или в виде пластинчатых, ленточных либо роликовых конвейеров.
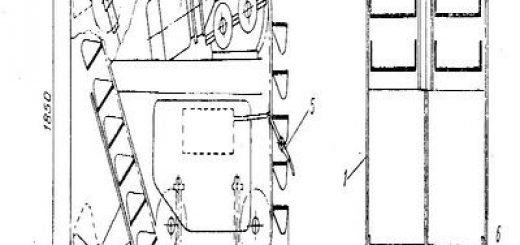
На рис. 1 продемонстрирована туннельная сушильная камера с подвесными этажерками конструкции ММСК-1. Сушильная камера по длине складывается из двух ветвей, сопряженных так, дабы выгрузка и загрузка
подробностей осуществлялись в одном и том же месте. В верхней части камеры проходит цепной конвейер, приводимый в перемещение от привода. К цепному конвейеру подвешены многоярусные этажерки.
На каждую этажерку укладывают по 40 подробностей шириной до 600 мм. Для устранения боковой качки снизу этажерки размещен шариковый подшипник, что перемещается по нижнему направляющему монорельсу. Сушильная камера имеет четыре территории сушки с четырьмя вентиляторами поперечной циркуляции воздуха в каждой территории.
В первой территории прогреваются детали и лакокрасочное покрытие и удаляются летучие элементы, во второй и третьей происходит главной процесс сушки покрытий, а в четвертой — их охлаждение.
Температура в первой территории должна быть 20—25 °С, во второй 25—30 °С, в третьей 35—40 °С, в четвертой 20 °С. Воздушное пространство нагревается в паровых калориферах. Скорость перемещения воздуха регулируется поворотными жалюзи.
На загрузочном и разгрузочном финишах камеры имеется открытый тамбур. В камере установлено вытяжное устройство 1, оно же снабжает продольную циркуляцию.
")
Рис. 1. Кольцевая туннельная сушильная камера для сушки покрытии (проект ММСК-1):
1 — вытяжное устройство, 2 — сушильная камера, 3 — цепной конвейер, 4 — привод, 6 — открытый тамбур, 6 — этажерки, 7—паровые калориферы, 8 — жалюзи, 9 — монорельс, 10 — вентиляторы
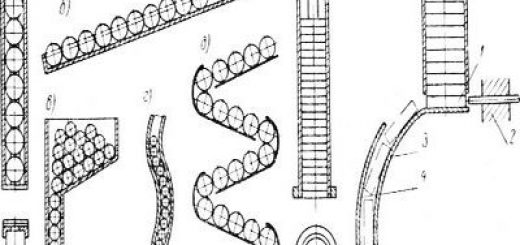
Имеются сушильные камеры одно- и многоэтажные. На рис. 2 изображена схема двухэтажной сушильной камеры постоянного действия.
Щит по окончании нанесения на него лака на машине поступает в сушилку. Пройдя сушку на верхнем этаже, он опускается перекладчиком на конвейер первого этажа и опять проходит через сушилку в обратном направлении.
Сушильные конвективные камеры проходного типа разных конструкций встраиваются в конвейерные, механизированные и автоматические линии.
Сушка лакокрасочных покрытий способом предварительного аккумулирования тепла
Сущность способа содержится в том, что перед нанесением лакокрасочного покрытия подробность (изделие) предварительно нагревают. Аккумулированное так в древесине- тепло по окончании нанесения лакокрасочного
материала передается ему, что содействует стремительному высыханию за счет ускорения испарения растворителей, поликонденсации и полимеризации.
В следствии предварительного нагрева воздушное пространство из поверхностных пор частично удаляется, что содействует улучшению качества покрытия, поскольку наряду с этим понижается количество пузырей. Тепло идет снизу вверх, т. е. от подложки к наружному слою покрытия. Пары растворителей в этом случае удаляются свободно, поскольку поверхностный слой покрытия имеет меньшую вязкость в течение испарения растворителей.
Вследствие этого улучшается розлив лакокрасочного материала и уровень качества покрытия.
Рис. 2. Схема двухэтажной сушильной камеры:
1 — подробность, 2 — лакообливная машина, 3— сушильная камера, 4 — конвейер верхнего этажа, 5 — перекладчик подробностей с верхнего на нижний конвейер, 6 — роликовый конвейер, 7 — ленточный либо пластинчатый конвейер
Предварительно поверхности подробностей возможно нагревать контактным, терморадиационным, конвективным методами, в тёплых гидравлических прессах, терморадиационных и конвективных сушильных камерах.
Для предварительного нагревания поверхностей подробностей созданы особые сушильные камеры. Одна из терморадиационных камер продемонстрирована на рис. 3. В камере предусмотрено шесть ступеней напряжения, каковые снабжают изменение температуры в пределах 250—420 °С.
При таковой температуре на поверхности нагревателей в течение 50 с температура нагрева подробности достигает 40—80 °С.
Терморадиационный метод сушки лакокрасочных покрытий
Терморадиационный метод сушки основан на способности лако-красочного материала пропускать инфракрасные лучи определенной длины и поглощать их подложкой.
Для сушки лакокрасочных покрытий на древесине нужно верно выбирать параметры источников излучения.
Для сушки покрытий используют инфракрасные лучи с длиной волны 0,75—8 мкм. Лучшей проницаемостью владеют волны в диапазоне 1—4 мк, излучаемые источниками с температурой нагрева более чем 450 °С. При понижении температуры нагрева источника протяженность излучаемых волн возрастает, что ведет к понижению их проницаемости.
Глубина проникания лучей, а следовательно, и прогрев древесины зависят от породы и составляют: для хвойных пород 3—6 мм, для лиственных 1—4 мм.
В этом случае направление потока тепла (от древесины к наружным слоям покрытия) сходится с направлением перемещения летучих элементов лакокрасочного материала, благодаря чему уменьшается время подсыхания покрытия и улучшается его уровень качества.
В качестве источника (излучателя) инфракрасного излучения используют те же средства, что и в терморадиационных камерах для предварительного подогрева подробностей: электролампы, обогреваемые трубчатые электронагреватели и панели.
Излучатели смогут нагреваться электричеством либо горячим газом, взятым при сгорании в особых форсунках мазута либо газа.
При терморадиационном излучении в сушильных камерах существенно нагревается воздушное пространство, что содействует высыханию лакокрасочных покрытий.
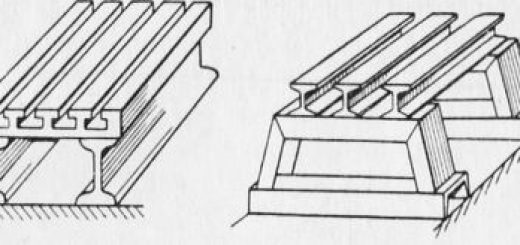
Рис. 3. Схема терморадиационнон сушильной камеры с обогревом источников инфракрасных лучей тёплыми газами:
1 — конвейер, 2— подробность. 3 — камера сжнгания газа либо мазута, 4— канал для тёплого газа, которым обогревается панель, 5 — канал возврата охлажденного газа, 6 — канал сушки покрытий инфракрасными лучами. 7 — вентнляционно-калорнферная установка, « — щиток для предотвращения попадания в канал сушки излишков свежего воздуха, 9 — панель
Указанный метод сушки на отечественных фирмах используется не хватает обширно. Сейчас нашли использование экономичные терморадиационные сушильные камеры с панельными (целыми) излучателями, нагреваемыми горячим газом, взятым при сгорании газа либо мазута. Схема таковой камеры компании «Хильдебранд» (ФРГ) продемонстрирована на рис. 3.
Нагретый в агрегатах камеры воздушное пространство поступает в канал и обогревает железную панель. Нагретая панель излучает инфракрасные лучи, каковые проходят через канал и попадают на поверхности подробностей, на каковые нанесен лакокрасочный материал. Инфракрасные лучи нагревают подложку (щит).
Процесс сушки лакокрасочного покрытия происходит снизу от подложки кверху. Теплый воздушное пространство, поступающий в канал из вентиляционно-калориферной установки, омывает лакокрасочные покрытия сверху щитов, за счет чего ускоряется процесс сушки покрытий.
Эта сушильная камера пригодна для отверждения шпатлевок, порозаполнителей, грунтовок, лаков и эмалей кислотного отверждения, нитроцеллюлозных, полиэфирных и полиуретановых. Температура в сушилке регулируется бесступенчато в широких пределах. Протяженность инфракрасных лучей регулируется, интенсивность излучения возможно изменять в зависимости от подложки и лакокрасочного материала.
Скорость подачи подробностей регулируется бесступенчато и устанавливается в зависимости от используемых лакокрасочных материалов.
Полиэфирная шпатлевка отверждается за 90 с (при расходе 120 г/м2), лак кислотного отверждения — за 50 с (при расходе 120 г/м2), полиуретановый лак — за 120 с (при расходе 60—80 г/м2).
Сушка лакокрасочных покрытий ультрафиолетовым облучением
Способ сушки покрытий ультрафиолетовым облучением содержится в полимеризации полиэфирных покрытий под действием ультрафиолетовых лучей в присутствии сенсибилизатора Преимуществом этого способа отверждения полиэфирных покрытий на древесине есть высокая скорость отверждения. Используя разные излучатели ультрафиолетового света и сенсибилизаторы, возможно достигнуть отверждения полиэфирных покрытий за 0,5—5,0 мин.
В качестве сенсибилизаторов используют разные химические соединения (для лаков и эмалей тёплой сушки — хлорантрахинон, холодной сушки — бензоин).
фотосенсибилизаторы существенно посильнее поглощают свет в длинноволновой ультрафиолетовой области спектра, чем ненасыщенные смолы. Наряду с этим методе отверждение происходит от поверхности в глубь полиэфирного покрытия.
Нанесенный отделочный материал сначала обязан медлительно полимеризоваться, дабы успел появиться целый защитный слой парафина на поверхности пленки. Исходя из этого сначала покрытия облучают ультрафиолетовыми излучателями низкого, а после этого большого давления. В качестве излучателей низкого давления используют люминесцентные лампы, а большого давления — ртутно-кварцевые лампы.
Покрытия, высушенные способом ультрафиолетового облучения, не нуждаются в дополнительной выдержке перед облагораживанием. Их возможно сходу шлифовать и полировать. В следствии сокращения неспециализированной длительности сушки покрытий понижается потребность в производственных площадях.
Эта камера проходного типа, представляет собой секционно-сборный железный каркас, закрытый щитами обшивки. На каркасе смонтированы механизмы перемещения облучательных светильников. Для движения щитов имеется пластинчатый конвейер, что приобретает перемещение от привода.
На втором финише конвейера установлена натяжная станция. Для выброса паров растворителей смонтирован патрубок вытяжной вентиляции.