Сварка меди и ее сплавов
")
Свариваемость меди. Медь сваривается не хорошо ввиду ее высокой теплопроводности, повышенной склонности и жидкотекучести к образованию трещин при сварке.
Теплопроводность меди при комнатной температуре в 6 раза больше теплопроводности технического железа, исходя из этого сварка ее сплавов и меди обязана производиться с увеличенной погонной тепловой энергией, а во многих случаях с предварительным и сопутствующим подогревом главного металла.
При переходе из жёсткого состояния в жидкое медь выделяет много тепла (скрытая теплота плавления), исходя из этого сварочная ванна поддерживается в жидком состоянии более долгое время, чем при сварке стали. Повышенная жидкотекучесть меди затрудняет ее сварку в вертикальном, горизонтальном и особенно в потолочном положениях.
Водород в присутствии кислорода оказывает отрицательное воздействие на особенности меди. Водород, проникающий в медь при повышенных температурах сварки, реагирует с кислородом закиси меди, образует пар, что, стремясь расшириться, ведет к появлению небольших трещин. Это явление при сварке меди именуют «водородной заболеванием».
В случае если сваривать медь покрытыми бронзовыми электродами без подогрева свариваемого изделия (с стремительным охлаждением), то появляются тёплые трещины.
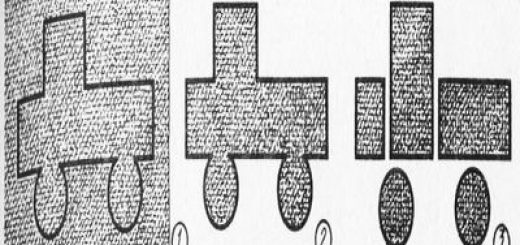
Но при сварке с подогревом, создающим условия медленного охлаждения, пар как правило до затвердевания металла выходит наружу; часть пара остается между слоем сварочного шлака и поверхностью металла шва. В следствии этого поверхность металла шеэ по окончании удаления шлака делается неровной, с небольшими углублениями («рябой»), что возможно избежать при весьма медленном охлаждении шва.
Чем больше содержится кислорода в свариваемой меди, тем больше проявляется «водородная заболевание».
Примеси в меди мышьяка, свинца, сурьмы, висмута и серы затрудняют сварку. Они фактически не растворяются в меди, но образуют с ней легкоплавкие химические соединения, каковые, бывши в свободном состоянии, находятся по границам зерен и ослабляют межатомные связи. В следствии под действием растягивающей усадочной силы в ходе охлаждения сварного соединения образуются тёплые трещины.
Исходя из этого содержание каждой из вредных примесей — кислорода, висмута, свинца в меди и в сварочных материалах — не должно быть более 0,03%, а для очень важных сварных изделий — 0,01%.
Коэффициент линейного расширения меди больше коэффициента линейного расширения железа, в связи с чем сварочные деформации при сварке конструкций из ее сплавов и меди больше, чем при сварке сталей.
Виды сварки меди. При изготовлении сварных конструкций из меди громаднейшее распространение взяли следующие виды сварки плавлением: дуговая сварка угольным электродом, плавящимся электродом, под флюсом и в защитных газах; газовая сварка.
Дуговая сварка меди производится при повышенной силе сварочного тока, что обусловлено большой теплопроводностью меди. Кромки свариваемых подробностей соединяются с минимальным зазором из-за высокой жидкотекучести меди. Время от времени используют сварку на металлической подкладке.
Бронзовые страницы толщиной более 6 мм направляться сваривать с предварительным подогревом до 150—250 °С. Узкие страницы (менее 5 мм) по окончании сварки проковывают в холодном состоянии, а толстые (5—20 мм)—при температуре 200—400 °С. Нагревать медь для проковки выше 400 °С не рекомендуется, поскольку при больших температурах она делается хрупкой.
Ковка выполняется молотком со сферическим бойком. Ковка обязана производиться с двух сторон сварного соединения нанесением ударов перпендикулярно шву сперва по территориям сплавления, после этого по средней части шва и в конце по территории термического влияния. Повторять удары по одному месту запрещено, дабы избежать образования трещин от наклепа.
Для придания металлу пластичности и сварного соединения вязкости по окончании проковки рекомендуется нагреть его до температуры 550—600° С и скоро охладить в воде. Эта термообработка гарантирует мелкозернистое строение металла.
Страницы большей толщины необходимо подготовить со скосом кромок под углом 60—90°.
Сварку ведут долгой дугой (10—15 мм), наряду с этим эргономичнее манипулировать присадочной проволокой и электродом. Финиш присадочной проволоки, обязан пребывать между финишем электрода и расплавленной ванной, не погружаясь в нее. Расстояние между изделием и присадочным металлом должно быть постоянным и минимальным по величине. При повышении расстояния
происходит усиленное разбрызгивание металла и ухудшается формирование шва.
Для сварки используют постоянный ток прямой полярности при напряжении дуги 40—50 В. На обратной полярности дуга между угольным (изделием) и графитовым электродом неустойчива и может поддерживаться лишь при малой ее длине.
При сварке прутками из фосфористой латуни возможно в качестве флюса использовать смесь состава: 94—96% буры, 6—4% магния железного в порошке.
Флюс наносится в разделку и на присадочный пруток. Сварку чтобы не было большого роста и окисления зерна ведут скоро и по возможности в один проход.
Сварка меди покрытыми железными электродами дает удовлетворительное уровень качества в случаях, в случае если свариваемая медь содержит кислорода не более 0,01%. При содержании в меди кислорода в количествах более 0,03% сварные соединения имеют низкие механические особенности.
Для сварки меди используют электроды марки «Комсомолец-100». Состав покрытия электрода «Комсомолец-100» следующий: плавиковый шпат—12,5%, полевой шпат—15%, ферромарганец Mnl, Мп2 —47,5%, кремнистая медь (73—75% меди, 23—25% кремния, не более 1,5% примесей) — 25%.
Сварку ведут в нижнем положении на постоянном токе обратной полярности. При сварке страниц толщиной более 6 мм требуется предварительный подогрев главного металла до 300—400 °С.
Газовая сварка бронзовых страниц толщиной до 10 мм выполняется пламенем мощностью 150 дм3 ацетилена/ч на 1 мм толщины металла. Страницы большей толщины сваривают пламенем из расчета 200 дм3/ч на 1 мм толщины металла. Сварку лучше создавать в один момент двумя горелками с двух сторон восстановительным пламенем, с тем дабы не допускать образования в сварочной ванне окислов меди.
Сварка меди науглероживающим пламенем не допускается, поскольку наряду с этим образуются трещины и поры в шве благодаря образования газов С02 и Н20 по реакциям: C0+Cu20—*C02+2Cu и H2-fCu20—H20+2Cu.
Шов заполняется за один слой. Многослойная газовая сварка приводит к перегреву металла и трещины в швах. Дабы избежать перегрева меди, сварку направляться вести с высокими скоростями охлаждения и нагрева сварных соединений.
Металл толщиной до 2 мм сваривают встык без присадочного материала, при толщине 3 мм и более используют V-образный скос кромок с притуплением и 90° углом раскрытия 1,5—2 мм. Толстые бронзовые страницы сваривают встык с Х-образной разделкой кромок в вертикальном положении в один момент с двух сторон двумя горелками. Присадочной проволокой помогает чистая медь либо медь с содержанием раскислителей: фосфора до 0,2% и кремния до 0,15—0,30%.
Проволоку подбирают диаметрами от 1,5 до восьми метров в зависимости от толщины свариваемых страниц; проволока диаметром 8 мм употребляется для страниц толщиной 15 мм и более.
Газовая сварка меди производится с флюсами, которыми пользуются при дуговой сварке угольным электродом.
Высокий уровень качества сварного соединения приобретают, используя газофлюсовую сварку, при которой порошкообразный флюс засасывается ацетиленом и подается конкретно в пламя горелки от особой установки КГФ-2-66, созданной ВНИИ-автогенмашем.
Использование проковки сварных соединений еще более усиливает механические особенности сварных соединений.
Сварка бронзы. Латунь является сплавоммеди с цинком; температура плавления бронзы 800—1000 °С.
При дуговой сварке из бронзы интенсивно испаряется цинк; расплавленный металл поглощает водород, что не успевает выделиться ири затвердевании жидкого металла в сварочной ван»
в следствии чего в шве образуются газовые поры. Водород попадает в сварочную ванну из покрытия, флюса либо воздуха.
Сварка бронз покрытыми электродами применяется, по большей части для исправления брака литья. Это разъясняется сильным испарением цинка при дуговой сварке если сравнивать с газовой сваркой, дуговой под флюсом либо дуговой в защитном газе.
Для дуговой сварки бронзы используют электроды с покрытием ЗТ, созданные Балтийским заводом в Ленинграде. Состав электрода следующий: стержень из кремнемарганцовистой латуни Бр. КМц 3-1, содержащей 3% марганца и 1% кремния; покрытие из 17,5% марганцовой руды, 13% плавикового шпата, 16% серебристого графита, 32% ферросилиция 75%-ного, 2,5% алюминия в порошке.
Сварка ведется постоянным током при обратной полярности маленькой дугой с целью понижения выгорания цинка. От вытекания металла стык защищают прокаленной асбестовой подкладкой с обратной стороны стыка. При толщине страниц до 4 мм сварку ведут без разделки кромок.
При толщине страниц более 4 мм разделка кромок такая же, как и для стали. По окончании сварки шов проковывают, а после этого отжигают при 600—650°С для выравнивания придания и химического состава металлу мелкозернистой структуры.
Сварку бронзы возможно делать угольным электродом на постоянном токе при прямой полярности с применением флюсов.
При сварке бронзы угольным электродом применяют флюсы. Громаднейшее распространение взял флюс БЛ-3 состава: 35% криолита, 12,5% хлористого натрия, 50% хлористого калия, 2,5% древесного угля.
Латунь толщиной до 10 мм сваривают без подогрева, более 10 мм — с подогревом до 300—350 °С.
Газовая сварка бронз снабжает лучшее уровень качества сварных соединений, чем дуговая покрытыми электродами. Для уменьшения испарения цинка сварку бронзы ведут окислительным пламенем; наряду с этим на поверхности сварочной ванны образуется жидкая пленка окиси цинка, мешающая его испарению. Избыточный кислород окисляет поглощение водорода и часть пламени жидким металлом водорода значительно уменьшается.
Для цинка окислов и удаления меди при газовой сварке пользуются флюсами того же состава, что и при дуговой сварке меди угольным электродом.
Для поглощения испарения и уменьшения цинка сварочной ванной водорода финиш ядра пламени обязан пребывать от свариваемого металла на расстоянии в 2—3 раза большем, чем при сварке стали.
Для газовой сварки бронз ВНИИавтогенмаш создал присадочную проволоку марки J1K62-05 (ГОСТ 16130—72), содержащую 60,5—63,5% меди, 0,3—0,7% кремния, другое — цинк. В качестве флюса при сварке данной присадочной проволокой используют прокаленную буру.
ВНИИавтогенмаш для сварки бронз создал самофлюсующую присадочную проволоку ЛКБ062-02-004-05 (ГОСТ 16130—72), содержащую 60,5—63,5% меди, 0,1—0,3% кремния, 0,03—0,1% бора, 0,3—0,7% олова, другое — цинк. Бор, входящий в состав проволоки, делает функции флюса. Использование другого флюса при сварке данной проволокой не нужно.
Хорошее уровень качества газовой сварки бронз достигается применением флюса БМ-1 (создан ВНИИавтогенмаш), складывающегося из 25% метилового спирта и 75% метилбората, либо флюса БМ-2, складывающегося из одного метилбората. Эти флюсы вводятся в сварочную ванну в виде паров. Ацетилен пропускается через жидкий флюс, находящийся в особенном сосуде (флюсопитателе), насыщается парами флюса и подается в горелку. Борный ангидрид В203 есть флюсующим веществом.
Использование флюса БМ-1 повышает производительность сварки, дает металл шва с высокими механическими особенностями и снабжает практически полную безвредность процесса для сварщика.
Сварка латуни. Латунь — это сплавы меди с оловом (3—14% — оловянистые латуни), кремнием (до 1%—кремнистые латуни), марганцем, фосфором, бериллием и др. В большинстве случаев латуни используются для изготовления литых подробностей.
Сварные соединения марганцовистой латуни (0,2—1% марганца) отличаются большой прочностью и пластичностью, пара превышающей прочность сварных соединений меди.
Бериллиевые латуни, которые содержат до 0,05% бериллия, образуют сварные соединения с удовлетворительной прочностью.
Содержание более 0,5% бериллия в бронзовом сплаве приводит при сварке к окислению бериллия; появившиеся окислы еле удаляютсяиз сварочной ванны. Исходя из этого уровень качества сварных соединений из таких латуней низкое.
Существует пара десятков марок латуней. По свариваемости латуни существенно отличаются друг от друга, исходя из этого и разработка сварки латуней разнообразна.
Сварку латуни возможно делать угольным электродом с присадочным металлом, покрытыми электродами и неплавящимся (вольфрамовым) электродом в защитной среде аргона. При сварке угольным электродом устанавливается прямая полярность; напряжение дуги — 40—45 В; сварочный ток — 25—35 А на 1 мм диаметра электрода. Как правило требуется предварительный подогрев до температуры 300—400 °С.
При сварке железными покрытыми электродами берется обратная полярность; сварка на переменном токе производится с осциллятором при повышенном токе.
В большинстве случаев присадочный материал подбирают так, дабы его состав был однообразным с химическим составом свариваемого металла.
При сварке угольным электродом оловянистой латуни используют присадочный металл в виде прутков с химсоставом: 8% Цинка, 3% олова, 6% свинца; фосфора, никеля и железа —0,2—0,3% каждого, другое — медь.
Сварку марганцовистой латуни (к примеру, Бр.Мцб) делают электродами «Комсомолец-100», в обязательном порядке с предварительным подогревом до 400—500° С. Для сварки алюминиевых и алю-миниевоникелевых латуней (исправление недостатков литья) возможно использовать электроды АНМц/ЛКЗ-АБ с предварительным подогревом до 150—300 °С. Сварка выполняется на постоянном токе при обратной полярности маленькими участками.
В большинстве случаев, латуни сваривают в нижнем либо наклонном (до 15°) положении.
Газовая сварка латуней ведется восстановительным пламенем, поскольку при окислительном пламени происходит выгорание легирующих элементов (олова, алюминия, кремния). Мощность пламени устанавливают 100—150 дм3 ацетилена/ч на 1 мм толщины свариваемого металла. При сварке пользуются теми же флюсами, что и для латуни и сварки меди.
Газовая сварка латуней дает прочность сварных соединений, равную 80—100% прочности свариваемого металла.
—-
Медь владеет хорошей прочностью и пластичностью, высокими показателями коррозионной стойкости, электро- и вакуумной плотности и теплопроводности. Благодаря этим особенностям медь используется во многих отраслях индустрии: химической, электротехнической, судостроении и др. В технике применяют техническую медь различной степени чистоты: МО, Ml, М2, МЗ, М4 и ее сплавы.
Все сплавы на базе меди возможно поделить на два типа: бронзы (Л) и латуни (Бр.) Латунь — сплав меди с цинком при содержании цинка более 4%. Используют бронзе простые, легированные лишь цинком, и особые бронзы, каковые не считая цинка содержат и ряд других легирующих компонентов. Латуни являются сплавамимеди, которые содержат не более 5—6% цинка (в большинстве случаев менее 4%).
Главными трудностями при сварке меди являются следующие:
1. Легкая окисляемость в расплавленном состоянии. Медь взаимодействует с кислородом. Закись меди, выпадая по границам зерен, содействует образованию тёплых трещин, снижению и охрупчиванию коррозионных особенностей.
2. Склонность к образованию тёплых трещин при образовании окисла Cu20 и наличии серы, висмута и других вредных примесей быстро охрупчивающих металл.
3. Высокая чувствительность к вредному влиянию водорода. Расплавленная медь прекрасно растворяет водород и при наличии в ней закиси меди Cu20 подвержена «водородной болезни». Водяные пары в данных условиях создают в затвердевшем металле громадное давление и приводят к появлению «волосяных» трещин, способные привести к разрушению изделия.
Помимо этого, водород приводит к пористости сварных соединений в связи с разной растворимостью в расплавленной и жёсткой меди и образованием водяных паров.
4. Склонность к росту зерна и связанному с этим охрупчиванию под влиянием сварочного нагрева.
5. Наровне с отмеченными имеются еще особенности и трудности, каковые нужно учитывать при сварке; в первую очередь обеспечение требуемых эксплуатационных особенностей сварных соединений, к примеру коррозионной стойкости, обеспечение электропроводности, равной с главным металлом и др. Дополнительными технологическими трудностями при сварке меди являются высокая теплопроводность, большой коэффициент линейного расширения, жидкоте-кучесть.
Методы и разработку сварки выбирают с учетом рассмотренных трудностей и особенностей. Одна из основных задач — не допустить образования и нейтрализовать вредное влияние закиси меди Си20. С целью этого для защиты применяют инертный газ, покрытия и флюсы, которые содержат борные соединения (бура, борный ангидрид, борная кислота) и сварочные проволоки с активными раскислителя-ми, к примеру, обширно применяют проволоки из латуней Бр. К.МцЗ-1, содержащую кремний (—3%), марганец (~1%); МНЖКТ5-1-0,2-0,2, содержащую никель (~5%), железо (~1%), кремний (~0,2%), титан
Главными видами сварки меди являются ручная дуговая покрытыми электродами, автоматическая под флюсом, в защитных газах плавящимся и неплавящимся электродом, газовая.
ее сплавы и Медь владеют высокой жидкотекучестью, исходя из этого сварку выполняют в нижнем положении на подкладках.
Медь как металл высокой пластичности прекрасно сваривается всеми видами термомеханического класса, не считая контактной. Контактная сварка затруднена в связи с малым и высокой электропроводностью меди переходным электрическим сопротивлением.
самые прогрессивными видами сварки меди вычисляют сварку в защитных газах неплавящимся (для толщин до 2—5 мм) и плавящимся (для громадных толщин) электродами. При сварке плавящимся электродом используют аргон, гелий, их смеси и азот с маленькими добавками кислорода. К примеру, Не+(1—2)% 02, Аг+(2— 4)% 02 и N2+ (4—6)% 02 либо N2(25—32)% +02(4—6)% + Аг(72— 68)%.
особенности сварки и Основные трудности бронзовых сплавов те же, что при сварке меди.
Дополнительными изюминками являются следующие: – тепловложение (величина сварочного тока) значительно уменьшается по сравнению со сваркой меди в связи с меньшей теплопроводностью сплавов если сравнивать с чистой медью;- – присадочная проволока выбирается в соответствии с маркой сплава; – сплавы, в большинстве случаев, более склонны к структурным трансформациям; – своеобразные изюминки.
Своеобразная изюминка при сварке бронз содержится в том, что в ходе сварки цинк, содержащийся в латуни, существенно испаряется и сгорает, поскольку температура испарения цинка (Тисп=906 °С) близка к температуре плавления бронзы (ТПЛ=905 °С). Исходя из этого понижается содержание цинка в металле шва и ухудшаются механические особенности соединения. Помимо этого, пары цинка ядовиты.
Для уменьшения выгорания цинка целесообразны сварка на пониженной мощности, использование присадочного металла, содержащего кремний (кремний формирует на поверхности расплавленного металла предохранительную окисную пленку Si02, мешающую испарению цинка), применение защитных флюсов, при газовой сварке целесообразно пламя с пониженным содержанием ацетилена (Р= 1,3-1,4).
Своеобразной трудностью при сварке латуней есть их повышенная жидкотекучесть. При сварке латуней, содержащих алюминий, появляются трудности, которые связаны с образованием окисла алюминия А1203, исходя из этого способы и технику сварки выбирают такие же, как и при сварке алюминия, а режимы — характерные для бронзовых сплавов.