Установка ножа и прижимной линейки
Постоянная лента шпона получается на лущильном станке при одновременном сочетании двух перемещений: вращательного поступательного движения и движения чурака ножа. В шпоне различают две стороны: правую и левую.
Поверхность чурака образует правую (верхнюю) сторону шпона, а сторона шпона, обращенная к чураку, именуется левой (внутренней).
Воздействие ножа при лущении на поворачивающийся чурак возможно представлено схематично.
Под действием силы Р волокна древесины сжимаются в направлении, перпендикулярном волокнам. Под действием силы Р2 происходит изгиб либо скалывание элементов древесины в плоскости волокон параллельно их длине.
Древесина относительно прекрасно переносит сжимающие нагрузки и не хорошо скалывающие.
Воздействие силы Р2 может привести к разрушению волокон древесины, поскольку они слабо связаны в поперечном направлении. Дабы не допустить разрушение шпона от действия силы Р2, лущение делают с прижимной линейкой. Прижимная линейка представляет собой металлическую рейку с кромкой К, сдавливающей древесину мало выше режущей кромки лущильного ножа.
Сила P2, сжимающая древесину перед лущильным ножом, направлена в противоположную сторону от силы Р2, что снижает разрушающее воздействие силы Р2 на шпон.
Давление прижимной линейки на шпон вероятно только в том случае, в то время, когда просвет по перпендикуляру между линейкой и ножом СК (So) будет меньше толщины шпона.
Величина сужения просвета между линейкой и ножом, отнесенная к толщине шпона, именуется степенью обжима и обозначается Д.
")
Рис. 1. Резание шпона с прижимной линейкой:
1 — чурак, 2 — лущильный нож, 3 — шпон, 4 — прижимная линейка
Степень обжима шпона зависит от его температуры и толщины древесины в момент лущения. В меньшей мере на степень обжима воздействует порода древесины.
При степени обжима древесины сверх указанных размеров отмечается шпон и разрушение волокон получается шероховатым. При температуре чураков выше 40 °С степень обжима должна быть на 5% меньше, чем указано выше.
На рис. 2 продемонстрировано положение прижимной линейки относительно ножа и чурака.
Угол ой, образованный касательной плоскостью Р\Р к точке соприкосновения линейки с чураком К и фаской прижимной линейки, именуется углом обжима линейки.
Под этим углом происходит деформация поверхности разлущиваемого шпона. Чем больше угол ось тем посильнее Деформируется поверхность шпона. Угол обжима образовывает в большинстве случаев 5—7°.
Угол Pi именуется углом заточки линейки образовывает 40—50°.
Обоюдное положение прижимной линейки и ножа характеризуется углом между ножом и линейкой у. Для отечественных станков данный угол находится в пределах 83—85°.
Рис. 2. Положение линейки относительно ножа и чурака
При величине S0 меньше расчетного значения действие силы Q2 будет через чур громадно; шпон окажется не сильный, как бы «раздавленным» силой Q2. В другом же случае, в то время, когда величина S0 больше расчетного значения, действие силы Р2 приведет к разрушению целостности шпона; шпон будет рыхлым, с трещинами на левой стороне.
При нарушении указанных соотношений режущая кромка ножа может оказаться выше либо ниже нижней грани линейки. В первом случае древесина, лишенная подпора, силой Q2 будет расслаиваться, образуя шероховатый шпон. Помимо этого, давление Q2 будет передаваться через слой древесины на переднюю грань ножа, образуя дополнительную силу трения.
Во втором случае сила Q2 будет недостаточна, дабы противодействовать силе Ро, благодаря чего будет происходить скалывание шпона.
Для получения качественного шпона при лущении нужно выполнять угловые параметры резания, смотреть за положением ножа относительно оси шпинделей и положением прижимной линейки относительно ножа и чурака. Настройку лущильного станка делают при помощи устройств, каковые разрешают скоро подготовить станок к лущению при соблюдении вышеперечисленных условий.
Установка ножа на станке. Заточенный и выверенный нож устанавливают нижней частью между подушкой но-жедержателя и прижимными шайбами при ослабленных крепежных болтах суппорта. Сперва опускают один финиш ножа так, дабы крайняя прорезь попала на конечный крепежный болт, после этого с опаской опускают целый нож на крепежные болты суппорта.
После этого подтягивают крепежные болты так, дабы нож был легко поджат, и выверяют высоту установки режущей кромки ножа по отношению к оси шпинделей.
Положение ножа по высоте определяется вертикальным расстоянием h режущей кромки от горизонтальной плоскости, проходящей через ось шпинделей. Это расстояние очень незначительно, исходя из этого нужно устанавливать нож с точностью и особой тщательностью.
Высоту h возможно измерять высотомером, что складывается из стержня и уровня выдвижной ножки, перемещающегося в осевом направлении в цилиндра при помощи регулировочного винта, подвижно связанного с цилиндром. Стержень ножки удерживается в неподвижном состоянии стопором, укрепленным в цилиндре и входящим в продольную канавку на стержне. Цилиндр кренят гайкой в корпусе уровня.
На стержне выдвижной ножки имеется поперечная риска, Показывающая на шкале цилиндра вертикальное расстояние финиша ножки от опорной плоскости уровня.
Нарезка установочного винта имеет ход 1 мм, головка — десять круговых делений, что разрешает вести отсчет с. точностью до 0,1 мм, При установке ножа суппорт отводят от шпинделя на расстояние, равное половине диаметра чурака средней величины. Эту величину отсчитывают по боковой стенке уровня. Вольный финиш уровня ставят на выдвинутый шпиндель, а стержень выдвижной ножки — на режущую кромку ножа. Вращая регулировочный винт, приводят уровень в горизонтальное положение и по делениям на головке и цилиндре регулировочного винта ведут отсчет высоты Н.
Рис. 3. Высотомер:
1 — уровень, 2 — регулировочный винт, 3 — цилиндр, 4 — стержень выдвижной ножки, 5 — нож, 6 — шпиндель
В случае если высотаполучится со знаком плюс, значит нож установлен выше оси шпинделей, в случае если со знаком минус ниже оси шпинделей. Высотомер ставят уровнем на шпиндель, а стержень выдвижной ножки на лезвие ножа. Поднимая либо опуская нож опорным (регулировочным) винтом, устанавливают горизонтальное положение уровня. Для фиксирования установленного положения ножа дополнительно подтягивают крепежные болты.
После этого делают второй финиш ножа по второму шпинделю, подтя-вают нож и крепёжные болты выверяют повторно. По-гИ окончательной выверки ножа затягивают все крепежные болты. Довольно часто лущильщики при установке ножей не пользуются опорными винтами, а всю настройку ведут, только применяя крепежные болты.
Это приводит к излишним затратам времени на установку ножа. Отсутствие либо нежелание пользоваться высотомером ведет к неправильной установке ножа и к получению низкокачественная шпона .
Параллельность ножа относительно оси шпинделей при прямолинейности режущей кромки ножа возможно выяснить промером с двух финишей диаметров оцилиндрованного чурака. Промер делается кронциркулем. Неодинаковые диаметры говорят о перекосе ножа либо всего суппорта в горизонтальной плоскости.
По окончании закрепления и установки ножа ему придают нужный задний угол.
Величину заднего угла определяют при помощи наклономера.
Прибор складывается из сектора и корпуса с уровнем. Сектор поворачивается около шарнирной оси. На корпусе нанесены деления, показывающие угловые размеры.
Они смещены от вертикали вправо на 15°. На секторе имеется риска — указатель. При вертикальном положении корпуса наклономера риска сектора сходится с нулевым делением на корпусе.
Это положение фиксируется горизонтальным положением уровня.
Для определения заднего угла корпус наклономера прикладывают к задней грани ножа (фаске). Поворотом сектора уровень приводят в горизонтальное положение.
Рис. 4. Наклономер:
1— корпус, 2 — сектор, 3 — уровень, 4 — лущильный нож
Правильность наклона ножа возможно проверить по полированной полосе, которая образуется при лущении на фаске ножа у режущей кромки. В случае если ширина полосы равномерна на всей протяженности ножа, значит задний угол однообразен.
В случае если ширина полосы по длине ножа неравномерна, то в том месте, где она шире, задний угол будет меньше.
Линейку устанавливают на станок при ослабленных либо снятых затяжных клиньях и вывернутых до крайнего положения установочных винтах. Линейку вводят в паз траверсы суппорта, легко закрепляют затяжными болтами и регулируют относительно лезвия ножа установочными винтами. Данной цели помогают механизм поворота и опорные винты траверсы суппорта.
Комплект пластинок должен быть таким, дабы калибр хорошо входил в зазор между линейкой и ножом. Его вводят в промежуток по касательной к передней грани ножа н передвигают на протяжении зазора. В случае если плотность зазора но длине линейки будет разной, то линейку направляться продвинуть вперед либо назад.
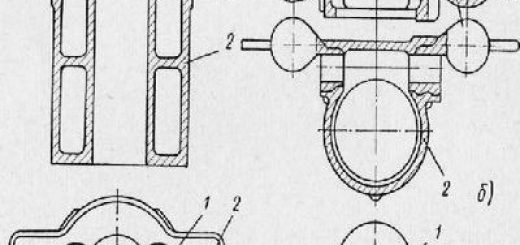
Рис. 5. Измерение просвета между линейкой и ножом:
а — пластинчатыми калибрами, б — клиновидными калибрами (1 — корпус, 2 — движок с клинообразным финишем)
Не считая пластинчатого калибра, для измерения So используют клиновидный калибр (рис. 25, б). Данный калибр складывается из движка и корпуса с клинообразным финишем.
На рамке нанесены деления в десятых долях миллиметра, показывающие величину просвета между линейкой и ножом. Целые и. десятые доли миллиметра отсчиты-ваются на рамке против черты движка, а для отсчета сотых долей пользуются нониусом.
При измерениях зазора S0 клиновидным калибром нужно смотреть за тем, дабы рамка своим торцом упиралась в лезвие пожа, а плоскость клина прилегала к его передней грани. Скошенная грань клина обязана касаться наряду с этим нажимной кромки линейки.
Высоту линейки над ножом измеряют при помощи калиброванной пластинки, один финиш которой заводят под нажимную кромку линейки. Величина Л о зависит от толщины шпона, исходя из этого лущилыцик должен иметь комплект калиброванных пластинок, соответствующих всем толщинам шпона, приобретаемым на данном станке.
Горизонтальное положение показывает на то, что высота h0 равна толщине пластинки. В случае если вольный финиш ее опустить вниз, то ho будет больше, а вдруг немного поднять, то ho будет меньше толщины пластинки.
Точность определения h0 подобным способом в полной мере достаточна для получения шпона нужного качества.
линейки заточки и Углы ножа определяют угломером конструкции В. П. Банко двумя методами.
Первый метод. Нож зажимают между сторонами угломера АВ и ВС. На транспортире 1 риска поворотного движка 2 укажет угол ABC = 8, т. е. угол заточки ножа.
Рис. 6. Измерение высоты линейки над ножом
Рис. 7. Измерение угломером:
а — I угла заточки ножа: 1 — транспортир, 2 — движок; б —угла и угла обжима между линейкой и ножом
Второй метод. Угломер прикладывают к ножу стороной DE, а движок 2 поворачивают до совпадения с плоскостью фаски. Риска движка укажет угол DEF, что равен углу заточки ножа.
Подобным методом измеряется угол заточки прижимной линейки.
Толщину лущеного шпона измеряют циферблатным либо винтовым микрометром с точностью до 0,01 мм.
На рис. 8 продемонстрированы угловые параметры и профили лущильных прижимных линеек и ножей.
Лущильный нож (рис. 8, а) между передней фаской и гранью имеет вставку из жёсткой либо легированной стали, что повышает срок работы ножа. Закрепляют нож в ножевой траверсе суппорта крепежными болтами либо прижимными клиньями.
Лущильный нож имеет следующие размеры: I— 1700—1750 мм; Ь = 20 мм; а= 15 мм.
Нож в большинстве случаев меняют два раза в смену. Более нередкие замены ножа смогут быть позваны попаданием в древесину железных предметов, наездом ножа на кулачки шпинделей и т. д. Прижимную линейку (рис. 8,6) меняют реже, в большинстве случаев через 4 -6 смен.
На рис. 8, в продемонстрированы два профиля прижимной линейки. С левой стороны рисунка продемонстрирован самый распространенный профиль прижимной линейки с радиусом закругления нажимной кромки г в пределах от 0,1 до 0,2 мм.
Таковой профиль линейки используется при обжиме, не превышающем 20%. При громадных значениях обжима профиль прижимной линейки рекомендуется использовать с нажимной фаской (продемонстрирован справа). Это разъясняется тем, что сила Q2 при громадном обжиме может позвать перерезание либо вырыв отдельных волокон древесины.
Использование прижимной линейки с фаской разрешает более равномерно распределить воздействие силы Q2 на древесину и избежать вырывов либо перерезания волокон древесины.
Обоюдное положение прижимной линейки и лущильного ножа, их угловые параметры регулируются рядом механизмов, расположенных в суппорте станка.
Угол наклона (г дополнительных параллелей лущильного станка устанавливается винтовым механизмом. Угол находится в пределах 0—4°.
Рис. 8. угловые параметры и Профили лущильных прижимных линеек и ножей:
а — ножи лущильного станка, б — прижимная линейка, в — угловые параметры и профили прижимных линеек
Задний угол ножа а устанавливают в зависимости от диаметра чурака червячным механизмом методом подъема либо опускания нижней части ножедержа-теля траверсы лущильного ножа. Червячный механизм разрешает изменять степень наклона обжима и угол линейки шпона. Для регулировки h0 помогает пневмоцилиндр.
Он поворачивает эксцентриковый вал, на что опирается траверса прижимной линейки, и сокращает зазор в горизонтальной плоскости между нажимной кромкой и лезвием ножа линейки.
Для подъема прижимной линейки используют пневмо-цилиндр. Применяя указанные механизмы, лущильщик создаёт настройку станка на получение качественного шпона.
Под действием осевых сжимающих упрочнений шпинделей при зажиме чурака, и под влиянием сил Р, и Qiпроисходит изгиб чурака к концу лущения, в то время, когда его диаметр достигает 120—130 мм. Шпон в этом случае получается низкого качества. Для предотвращения прогиба чурака используют прижимные ролики.
Они поднимаются и опускаются при помощи гидроцилиндра 6 от гидропривода.
Рис. 9. Схема суппорта лущильного станка:
1 — вннтовой механизм трансформации дополнительного угла, 2 — пневмо-цилиндр трансформации h0, 5 —траверса прижимной линейки, 4 — червячный механизм обжима, 5 — пневмодилиндр подъема прижимной линейки, 6 — гидроцилиндр, 7 — приспособление для долущивания, 8 — прижимные ролики, 9 — ножевая траверса, 10 — червячный механизм заднего угла ножа