Общие сведения об алмазной резьбе
композиция рисунка и Виды прорезов. Алмазная резьба — это выемочная поверхностно-рельефная обработка, из-за которой в толще стекла остаются продолговатые остроугольные прорезы, образующие рисунок либо орнамент. Прорезы именуются глубокой алмазной гранью либо легко алмазной гранью.
Термины «алмазная резьба», «глубокая алмазная резьба» заимствованы из ювелирного дела, поскольку приемы таковой обработки стекла напоминают обработку драгоценных камней.
В отличие от граней, создаваемых при широкоплоскостном гранении, глубокая алмазная грань является призмой , вершина которой направлена в толщу стены изделия. Алмазная грань образуется в следствии пересечения плоскостей, срезаемых кругом. Луч А света, падая на одну из сторон грани, частично проходит, преломляясь (луч Л1) через нее, а частично отражается (луч В).
Отраженный луч падает на вторую плоскость грани и опять отражается от нее (луч С). Подобный движение светового луча и формирует игру
света на поверхности алмазной грани, плоскости которой явЛя ются как бы внутренними плоскостями отражения. И чем выше показатель преломления стекла, тем большее количество света __ показатель преломления стекла. Так, при исполнении алмазной резьбы на поверхности несложного натрий-кальцийсиликатного стекла угол схождения граней не должен быть больше 100°, а на изделиях из свинцового хрусталя — 120°. Громаднейший эффект игры света на гранях достигается лри угле схождения граней 90…98°.
Углы схождения граней осуществляют контроль калибрами. Комплект складывается из калибров с углами от 75 до 110°.
")
Рис. 1. Изделия, украшенные алмазной гранью: 1 — прорезные линии, 2 — куст (листики), 3 —звездочка, 4 — небольшая насечка (многожилка), 5 — шарик (линза), 6 — зубчатый край
Рис. 2. Поперечные сечения граней: а — широкоплоскостного гранения, б — алмазной резьбы; 1– грани, 2 — резьба угол
Рис. 3. Движение луча, падающего на плоскость алмазной грани:
Рис. 4. Комплект калибров для контроля углов схождения плоской грани А — падающий. В —отраженный от первой плоскости.
С —отраженный от второй плоскости, А, и В2 — преломленные
Рис. 5. Схема для угла заточки и расчёта профиля шлифовального круга: углы: а —призмы грани, Р — режущего профиля круга; АВ — расстояние между призмами грани; ВС — ширина прорезаемой грани; Л — толщина стены изделия; Л —глубина грани, D —внешний диаметр изделий
Долгие клинообразные прорезы на боковых стенках изделия— это оптические призмы, в которых смогут отражаться подробности окружающих их картинок. Для этого прорезы необходимо располагать друг к другу под определенным углом. Нужный угол
Алмазной резьбой создается ограниченное количество ког бинаций. Главные отличия этого вида декорирования заключа-ются в плотности и густоте рисунка, а не разнообразии проре-зов. К примеру, изделия, представленные на рис.
1, украшены алмазной резьбой, складывающейся из главных элементов: кустов, звездочек, прорезных линий, небольшой насечки, шариков зубчатого края.
Самый распространенные следующие сочетания рисунков и элементов алмазной резьбы.
Профиль прорезаемой грани определяется профилем режущей кромки используемых для резьбы алмазных кругов. Самый распространена резьба клиновидного профиля. Эти прорезы делают кругами клинообразными режущими кромками.
Такими кругами наносят прорезные линии, делают звезды и кусты. Клиновидными прорезами соединяют элементы орнамента. Круги с закругленной режущей кромкой используют, в случае если желают взять прорезы с плавным, закругленным профилем. Широкими кругами с более тупым профилем нарезают шарики, каковые образуют на поверхности изделия линзы.
Данный элемент резьбы назван так, по причине того, что все предметы, находящиеся за ним, кажутся уменьшенными. Узкими кругами с более оттянутой дугообразной кромкой прорезают линзы в форме эллипса — оливки либо оливеры. Для нарезания граней, каковые имеют одну наклонную плоскость, а вторую под прямым углом к стенке изделия применяют круги с острой кромкой.
При помощи ровных кругов делают ровные прорезы прямоугольного профиля. Эти круги применяют по большей части на запасных операциях. Многожильные круги являются как бы пара узких кругов клинообразного профиля, соединенных совместно. Этими кругами за один проход нарезают сходу пара поверхностных прорезов клинообразного профиля, наносят небольшую насечку.
Так, в зависимости от профиля режущей кромки круга различают следующие виды прорезов: клинообразный, острый, плоский, желобчатый и многожильный, шаоливку.
Рис. 6. Профили режущих кромок кругов и делаемые ими прорезы: а, б — тупой и острый клинообразные, в, г — с закругленными кромками, д — острый, е — ровный, ж — многожильный
При исполнении рисунка, складывающегося из прямых желобчатых и других криволинейных элементов, довольно часто сталкиваются с этими трудностями, как соскальзывание круга, что ведет к искажению формы прореза. Это происходит, в то время, когда изделие неплотно прижато к режущей кромке круга.
Криволинейные элементы алмазной резьбы бывают замкнутые, кривоволнистые либо дугообразные. При нанесении рисунка, содержащего криволинейные элементы, радиус кривизны прорезаемой линии обязан, как минимум, равняться радиусу используемого круга. В случае если радиус круга меньше радиуса кривизны элемента, то появляется опасность прорезать наружную плоскость формируемого элемента.
Дабы этого не случилось, при исполнении криволинейных элементов пользуются лишь острозато-ченными кругами и целый рез проходят за один прием. В криволинейных элементах внутренняя сторона кривого прореза получается более узкой.
В случае если при декорировании изделия алмазной гранью приме, ют прямые либо криволинейные прорезы лишь одного профиля то рисунок на поверхности для того чтобы изделия выглядит однообрй3’ ным. Дабы разнообразить орнаменты и рисунки алмазной резь! бы, довольно часто применяют комбинации разных прорезов. Наибо! лее эффектны комбинации прорезов из маленьких линий, либо, как их еще именуют, следов.
След от круга образуется, в случае если изделие равномерно прижимать к режущей кромке круга без мельчайшего перемещения изделия на протяжении данной кромки. Отдаленно эти следы напоминают картинки номерных шлифов.
Рис. 7. Комбинации (/—VIII) алмазной резьбы
На рис. 7 продемонстрированы комбинации разных прорезов (1 — виды сверху, 2 — их боковые профили). В случае если узким кругом с клинообразной кромкой сделать два маленьких перпендикулярных прореза, то образуется комбинация I, напоминающая цветок. Два перекрывающихся следа от широких кругов с закругленным профилем образуют фигуру II.
Композиция III получается при нанесении двух перпендикулярных прорезов от узких кругов с закругленными профилями. Фигура IV составлена из двух перпендикулярных следов от острого круга.
Сочетанием следов двух кругов разного профиля возможно взять еще более разнообразные фигуры: к примеру, рисунок V складывается из еопендикулярных следов от узкого клинообразного круга и сле-Ла от широкого круга с закругленным профилем, фигуру VI поучают сочетанием следа от узкого круга с закругленным профилем и двух расположенных перпендикулярно первому следу прорезов от острого круга, причем следы от острого круга располагают на некоем расстоянии друг от друга. В случае если скомбинировать два перпендикулярных эллипсовидных следа от круга с закругленным профилем с круглым следом от широкого круга того же профиля, окажется фигура VII.
При составлении комбинаций возможно использовано и большее число прорезов — так, комбинация VIII складывается из пяти следов: четырех от острого круга, каковые расположены попарно перпендикулярно друг другу и одного круглого от широкого дугообразного круга. Следы от острых кругов находятся на маленьком расстоянии друг от друга.
При обоюдном пересечении прорезов образуются призмы разной формы. К примеру, при пересечении клинообразным прорезом под прямым углом граней разного профиля образуются следующие грани. По окончании продольных прорезов клинообразных а, желобчатых б и острых в профилей перпендикулярно им на протяжении оси изделия сделан один клинообразный прорез.
Любая несколько прорезов составлена из граней разной глубины: глубина прорезов а и продольного — однообразная (продемонстрировано пунктиром на сечении 1), прорез б мельче продольного, прорез в —глубже. На сечении 2 продемонстрирован вид сверху приобретаемых призм. Так, рисунок призмы зависит не только от профилей пересекающихся граней, но и от глубины пересекающихся прорезов.
При пересечении прорезов однообразной глубины образуются верные строгие контуры фигуры пересечения. В случае если пересекается более небольшая грань, то в контуре призмы преобладает прорез продольной грани, и, напротив, при пересечении с более глубоким прорезом более заметна часть глубокой грани.
Стадии обработки. Алмазную грань наносят на изделие в одну или в две стадии. Первая стадия — неотёсанное шлифование (обдирка).
На данной стадии прорезают главной профиль грани, удаляя главную часть стекла. Вторая стадия — узкое шлифование (дистировка). Нарезаемую грань доводят до заданных геометрических параметров.
Число стадий зависит от глубины и вида грани. Так, криволинейные грани, грани глубиной мене 4 мм и многожильные делают за один проход круга, сочетая сходу обдирку и дистировку, в остальных случаях — в две стадии.
Рис. 8. Пересечение клинообразного прореза с прорезами разного профиля: 1 — вид сбоку, 2 — вид сверху
подготовка и Выбор алмазного инструмента. подготовка и Выбор алмазного инструмента зависят от технологических операций, размеров изделий, вида стекла (простое либо хрустальное).
качество обработки и Производительность процесса увеличиваются с повышением окружной скорости кругов, поскольку поверхность изделий получается менее шероховатой. К тому ж понижается опасность выколки краев прорезаемых линий. Но при чрезмерном повышении скоростч круга происходит при-жог, т. е. местный перегрев стекла.
При установившемся режиме механической обработки каждая точка на поверхности изделия движется равномерно.
Скорость перемещения любой точки на поверхности режущей кромки круга возможно выяснить двумя методами.
Взятую скорость именуют окружной скоростью вращения либо линейной скоростью, она относится лишь к точкам, расположенным на поверхности круга на расстоянии г от оси вращения круга.
Довольно часто скорость вращательного перемещения высказывают значением угла, на что эта точка повернулась относительно оси вращения за единицу времени. Выраженную так скорость именуют угловой скоростью вращения.
Угловую скорость кроме этого измеряют частотой вращения в секунду либо 60 секунд и обозначают буквой п. Зная линейную скорость v (м/с) точки на поверхности вращающегося круга диаметром D (мм), возможно выяснить частоту вращения в 60 секунд л=уХЮ00-60/я?) (об/мин), либо, напротив, зная частоту^вра-щения в диаметр и минуту круга, возможно установить линейную скорость (м/с) точки у = я?я/1000X60.
Умелым методом установлено, что оптимальная окружная скорость круга 9,5 м/с. Следовательно, для круга диаметром 400 мм частота вращения не должна быть больше 450 об/мин, а для кругов диаметром 150 мм— 1200 об/мин.
Все поступающие на завод абразивные инструменты должны оответствовать требованиям ГОСТа. Уровень качества поступающих кругов контролирует технический отдел завода-потребителя.
В первую очередь круги очищают от консервирующей смазки и контролируют соответствие маркировки круга паспортным данным. В случае если при осмотре устанавливают, что круг не соответствует требованиям нормативных документов, составляют акт и приводят к представителям завода-изготовителя.
Перед установкой круга (не считая алмазных) в станок сперва определяют, нет ли в круге трещин. Для этого круг осматривают и простукивают древесной палочкой. Круг без трещин издает звонкий звук, с трещинами — глухой.
Круг с трещинами отбраковывают, без трещин — испытывают на механическую прочность, устанавливая в станок, снабженный защитным кожухом повышенной прочности и расположенный в отдельном помещении. Круг приводят во вращение с окружной скоростью, в два раза превышающей рабочую. Опробование длится 10… 15 мин.
В случае если круг не разрушается, его испытывают на статическое равновесие. В ходе этого опробования выясняют, не смещен ли центр тяжести круга от оси вращения. Кроме того незначительное смещение ведет к тому, что в ходе вращения разные точки режущей кромки будут выполнять перемещение по различным кругообразным траекториям.
Это, со своей стороны, приведёт к осевому биению круга, поскольку масса круга по-различному находится относительно центра тяжести и не разрешит прорезать грань на поверхности стекла на однообразную глубину.
Статическое равновесие кругов контролируют на балансировочном станке. Станок складывается из подставки с регулировочными винтами, на которой закреплены несущие плечи.
Коромысло опирается на планки. Перед измерением горизонтальное положение прибора контролируют уровнем. Ползунок с чашей для гирь устанавливают по шкале коромысла на диаметр испытываемого круга, после этого коромысло уравновешивают грузом.
Балансировочный шип с отцентрированным кругом кладут на поворотные ролики и легким толчком руки приводят во вращение. По окончании его остановки на периферии режущей кромки отмечают самое низкое место. Эту операцию повторяют как минимум несколько раз.
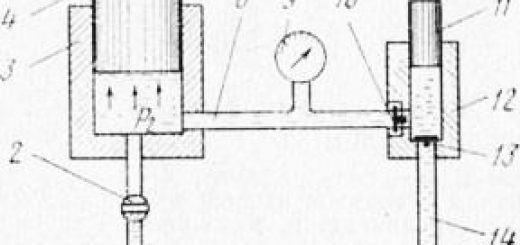
Рис. 9. Схема балансировочного станка: 1 — шлифовальный круг, 2 — ткала, 3 — ползунок, 4 — рычаг, 5 — планка, 6 — подставка, 7 — несущие плечи, 8 — опорная планка, 9 — груз, 10 — коромысло, 11 — установочный винт
В случае если отмеченные места равномерно находятся по кромке круга, то это значит, что центр тяжести круга находится совершенно верно на оси вращения в его геометрическом центре, т. е. круг можно считать статически уравновешенным и он годен к эксплуатации. Круг считается неуравновешенным, в случае если его центр тяжести лежит вне оси вращения.
Отклонение определяют как произведение силы тяжести круга на расстояние центра тяжести от оси вращения. При балансировке для того чтобы круга нанесенная на режущей кромке метка будет приходиться при его остановке неизменно на одно да и то же место, т. е. на самое низкое положение, куда смещена вся тяжесть круга. В этом случае круг поворачивают в направлении часовой стрелки на 90° от сделанной в самом низком месте отметки и закрепляют круг в этом положении установочным винтом.
После этого освобождают блокирующий коромысла и рычаг и, неспешно увеличивая груз в чашке, получают равновесия. Величина добавочного груза, выраженная в граммах, дает величину статического равновесия.
Подготовка к работе алмазных кругов складывается из монтажа а в0 фланце, предрабочей правки, балансировки и установив станке. При монтаже посадочное коническое отверстие кру-КИ фланца подгоняют по калибру пробки с доведением контакта Ге менее 85%, причем диаметр фланца обязан составлять не меньше 60% от диаметра круга.
Рис. 10. Острый круг и нарезаемая им грань (а) и круг с затупившейся кромкой и соответствующая ему грань (б): 1 — шлифовальный круг, 2 — неиспользуемая часть кромки, 3 — громаднейший износ, 4 — алмазная грань
Предрабочая правка алмазного круга проводится при биения рабочих поверхностей новых кругов. Круги правят в устройствах, каковые монтируют на универсальных заточных станках повышенной точности либо установках по правке абразивного инструмента, входящего в набор станков для алмазной резьбы. В ходе правки алмазный круг обязан вращаться со скоростью 4…8 м/с, а круг для правки — 28…35 м/с при расходе воды 10…20 л/ч. В качестве правящего инструмента применяют круги_из карбида кремния либо электрокорунда зернистостью
Новые круги балансируют на статическом балансировочном стенде. Допустимая погрешность балансировки определяется ГОСТ 10356—63. Подготовленный алмазный круг устанавливают на коническую поверхность шпинделя станка так, дабы боковая поверхность круга была перпендикулярна оси вала.
Снимают круг вместе с фланцем, отвинчивая болт-съемник. Наряду с этим запрещается наносить удары по корпусу круга либо по фланцам.
Износ инструмента. В ходе работы абразивные инструменты изнашиваются особенно интенсивно в центре режущей кромки и на границе выхода грани на ровную поверхность изделия. В следствии износа круга либо его затупления нарезаемая грань утрачивает четкую конфигурацию и заданные геометрические параметры.
Износ круга на краю выхода грани на ровную поверхность громаднейший у не-правильно подобранных по ширине кругов: в случае если круг намного шире нарезаемой грани, то его большинство 2 остается неиспользуемой, что и ведет к износу боковой кромки режущей части и снижает производительность резания.
В ходе резания круг засаливается: частички стекла попадают между абразивными зернами и при перегреве режущей кромки круга приплавляются к зернам. В следствии абразивная частичка как бы обволакивается стеклом, что ведет к утрата режущей свойстве, поскольку круг начинает скользить по поверхности изделия.
При износе круга более чем допустимой нормы (профиль грани осуществляют контроль калибрами) либо его засаливании круг правят, т. е. восстанавливают начальные очертания и геометрические размеры. Наряду с этим получают, дабы по окончании правки поверхность режущей кромки круга была полностью ровной, в противном случае на гранях обрабатываемых изделий покажутся царапины, каковые тяжело, а время от времени и нереально удалить при полировании.
Круг правят по мере износа, а также в начале каждой смены. В ходе работы через каждые 30…60 мин рабочую поверхность вращающегося круга очищают бруском из зеленого карбида кремния либо электрокорунда зернистостью 8… 12.
Смазочно-охлаждающие жидкости. В ходе гранения на режущую кромку круга непрерывно подается вода. Она не только предотвращает изделия и нагрев круга на протяжении их контакта, не только удаляет частицы сошлифованного стекла (т. е. предотвращает засаливание круга), но и содействует разрушению стекла при скалывании его частиц режущей кромкой круга.
При обработке небольших изделий расход воды не превышает 60, больших — доходит до 120 л/ч.
При применении в качестве режущего инструмента алмазных кругов используют смазочно-охлаждающие жидкости (СОЖ). Смазочно-охлаждающая жидкость охлаждает круг; смазывает его поверхность, отчего значительно уменьшается трение и понижается износ алмазного круга; удаляет из пор круга стекольный шлам, абразивную пыль и налипший материал.
Вместе с тем смазочно-охлаждающая жидкость не должна разъедать железные детали станка и обрабатываемое изделие; содержание вредных для персоналакомпонентов не должно быть больше допустимых пределов, определяемых санитарными нормами. Эти жидкости не должны вспениваться, загораться под действием искр и нагреваться. В случае если при хранении СОЖ скоро портится, загустевает и в ней выпадают в виде осадка вещества, засоряющие поры круга, она не пригодна для применения.
Расход жидкости, подаваемой в точку резания либо территорию обработки, т. е. к участку соприкосновения изделия с алмазным кругом, зависит от окружной скорости круга: при скорости 30…35 м/с расход СОЖ 100… 120 л/ч, при повышении скорости до сорока метров/с расход жидкости возрастает до 200 л/ч.
Не допускается уменьшение либо прекращение подачи охлаждающей жидкости в ходе обработки изделий шлифовальными алмазными кругами. В этом случае существенно ухудшается уровень качества обрабатываемой поверхности, вероятны разрушения изделий и поломка алмазного инструмента.