Станки для продольной распиловки
Для продольной распиловки досок, брусков и щитов используют однопильные прирезные станки с гусеничной подачей ЦДК-4, ЦДК-4-2, многопильные с гусеничной подачей ЦДК-5 и ЦМР-2 и прирезной станок с вальцовс-дисковой подачей ЦА-2.
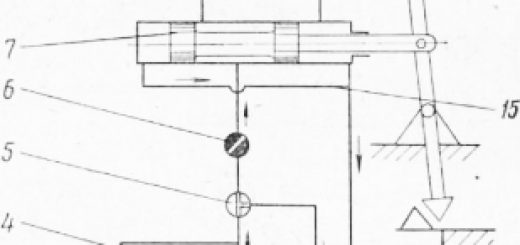
Прирезной станок ЦДК-4-2 (рис. 1) рекомендован для правильной заготовок и продольной распиловки пиломатериалов. На нем раскраивают кроме этого щиты.
В чугунной массивной вибростойкой станине коробчатой формы размещены электродвигатель пильного вала, электродвигатель, редуктор и вариатор механизма подачи, звёздочки и пусковая аппаратура, на которых натянуты гусеницы. Пилы закрепляют на пильном валу, установленном в подшипниках корпуса. Корпус фланцем закреплен на электродвигателе, а валы (пильный и электродвигателя) связаны пальцевой муфтой.
Электродвигатель оборудован устройством для электродинамического торможения (торможение посредством подачи в две фазы статора двигателя постоянного тока). Торможение включается машинально нажатием кнопки «Стоп», выключается кроме этого машинально посредством реле времени. Перемещение пильного вала с пилами в вертикальной плоскости выполняется маховичком.
При его вращении изменяется положение шарнирно закрепленной плиты вместе с установленным на ней электродвигателем.
Гусеничный механизм подачи снабжает строго прямолинейное продвижение заготовок в ходе их распиливания. Благодаря этого при распиливании получается прямолинейный пропил, а при применении строгальных выпивал поверхности боковых кромок заготовок не нужно обрабатывать на продольно-фрезерных станках.
Введение в схему привода подачи вариатора позволяет бесступенчато изменять скорость подачи и трудиться, используя самые благоприятные режимы, разрешающие сочетать нормальную загрузку и высокую производительность двигателей с получением хорошего качества поверхности пропила. Направляющие перемещение гусеницы имеют принудительную смазку.
Для прижима обрабатываемого материала к гусенице помогают прижимные подпружиненные ролики, подвижно закрепленные в суппорте корпуса. Корпус в один момент есть приемником и присоединяется к эксгаустерной сети патрубком. Маховичком изменяют положение пильного суппорта в вертикальной плоскости при настройке станка на толщину распиливаемого материала.
При одной и той же настройке смогут обрабатываться заготовки с различием по толщине до 10 мм.
")
Рис. 1. Кинематическая схема прирезного станка ЦДК-4-2: 1 — стол, 2 — гусеничная цепь, 3 — корпус суппорта прижимного устройства, 4 — подпружиненные ролики, 5 —пилы, 6 — электродвигатель пилы, 7 — маховичок механизма настройки по высоте пильного вала, 8 — то же, прижимных устройств, 9 — направляющие линейки, 10 — фиксатор линейки, 11, 14 — звездочки, 12 — редуктор, 13 — цепь
Прижимные ролики регулируемые, что формирует оптимальные условия распиловки, поскольку обеспечивается достаточный прижим обрабатываемого материала к гусенице и не затрачивается излишняя мощность на ее перемещение.
Для установки распиливаемого материала на столе станка имеется направляющая линейка. Дабы предохранить станок от повреждений при перегрузке механизма подачи в звездочке привода установлен предохранительный штифт, что срезается при перегрузке. Для надёжной работы станок имеет когтевую защиту; механизмы резания и электродвигатели подачи сблокированы.
Прирезной станок ЦА-2 (рис. 2) с механизмом подачи в виде двух зубчатых дисков и двух рифленых валиков разрешает распиливать материал с отклонениями по толщине либо имеющий неодинаковую толщину по длине (горбыли, рейки). На этом станке раскраивают кроме этого доски и бруски.
В станины из литых коробчатых элементов, скрепленных болтами, установлены: электродвигатель, приемник, пильный вал и подающие вальцы (в корпусе подшипников). Пусковая аппаратура смонтирована в нише с дверкой. Совокупности передач, выпивала и подающие диски ограждены кожухами.
Перед пильным диском имеется когтевая защита.
Нижние подающие вальцы (рис. 3) связывает цепная передача. Подающий и расклинивающий диск и диск установлены на роликах, ось которых жестко закреплена на станине. Зубчатые диски вращаются от заднего подающего вальца, приводимого зубчатой передачей. Расстояние между дисками и вальцами регулируют упорами. Механизм подачи связан с электродвигателем цепной передачей. Электродвигатели пильного вала и подачи сблокированы.
Для электрического торможения пильного вала введено реле скорости. Скорость подачи переключается барабанным тумблером обмотки многоскоростного эле ктродв и гателя.
Распиливаемый материал подают в станок вручную. По выходе из пилы он прижимается к столу станка диском и вальцами, в пропил входит расклинивающий диск и разделяет распиленный материал на части, каковые принимает рабочий.
Прирезной пятипильный станок ЦДК-5(рис. 4) с гусеничной подачей рекомендован для чистового, правильного распиливания в один момент на пара частей досок, брусков и реек.
Станина секционная, литая, коробчатой формы. Внутрй станины размещены главные органы станка. Снаружи выступает маховичок механизма настройки по высоте суппорта и выпивал, и маховичок механизма натяжения ремней, связывающих пильный вал с валом электродвигателя. Пильный вал находится в верхней секции станины. На станине закреплены направляющая когтевая защита и линейка. в первых рядах и за пилами находятся прижимные ролики, оси которых закреплены на суппорте.
Распиливаемый материал дополнительно удерживается прижимом, установленным перед пилами. В столе станка имеется вырез для верхней ветви гусеницы.
Рис. 2. Станок ЦА-2: 1 — станина, 2 — электродвигатель пильного вала, 3 — приемник, 4 — ограждение, 5 — подающий и расклинивающий диск, 6 — когтевая защита, 7 — корпус подшипников, 6 — дверка
Рис. 3. Кинематическая схема станка
Гусеница механизма подачи натянута на звездочки. Вал электродвигателя подачи через ременную передачу, вариатор, редуктор и предохранительную муфту связан с приводным валом.
Относительное перемещение конических элементов вариатора при настройке скорости подачи создают маховичком. Насос-лубрикатор подает масло к трущимся частям механизмов станка. Верхняя ветвь гусеницы движется по направляющим с заглублением в зоне вращения выпивал.
Рис. 4. Прирезной станок ЦДК-5: 1 — станина, 2 — стол, 3— ограждение пилы, 4 — суппорт пилы, 5 — патрубок приемника опилок. 6 — маховичок механизма настройки суппорта и выпивал по высоте, 7 — маховичок механизма натяжения ремней, 8 — когтевая защита, 9 — направляющая линейка
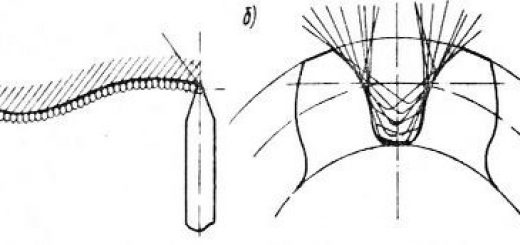
В то время, когда гусеница находится под пилами, она как бы «ныряет», благодаря чего зубья выпивал в ходе работы выходят за нижнюю поверхность распиливаемого материала, опирающегося на прямую часть гусеницы, что исключает непропил заготовок.
Механизм настройки суппорта по высоте (на толщину материала) приводится в воздействие маховичком. Механизм скомплектован из цилиндрических, конических и зубчатых шестерен.
Маховичком 6 настраивают по высоте кроме этого и пильный вал с пилами: маховичок отводят влево, шестерни передачи механизма настройки с винтом входят в зацепление с шестернями механизма перемещения пильного вала; при вращении маховичка приводятся в воздействие цилиндрические и конические шестерни, поднимая либо опуская вал с пилами. Ширина брусков либо досок регулируется проставными кольцами, надетыми на вал с пилами. Ширина колец (установленных между пилами) обязана соответствовать ширине выпиливаемых заготовок.
К многопильным станкам для продольной распиловки относятся кроме этого станки ЦДК-5-1 и ЦМР-2.
Рис. 5. Кинематическая схема станка ЦД1Ч-0. -предохранительная
Станок ЦДК-5-1 отличается от станка ЦДК-5 наличием конвейера для возвращения заготовок, нуждающихся в повторной подаче в станок.
Многопильный станок ЦМР-2, так же как и станок ЦДК-5, оборудован механизмом подачи, выполненным в виде «ныряющей гусеницы». Станок запланирован на распиловку материалов несколькими пилами, число которых может быть около.
Выбор режима работы
На шероховатость обработки поверхности заготовки при продольном пилении не считая подбора режущего его подготовки и инструмента громадное влияние оказывает скорость подачи. Но при выборе режимов работы не хватает выяснить лишь скорость подачи, снабжающую требуемый класс обработки поверхности, необходимо еще и выяснить, не будет ли при данной скорости подачи перегружен электродвигатель механизма резания.
Исходя из этого при выборе режима работы вычисляют две величины скорости подачи: первую — исходя из установленного класса обработки поверхности и вторую — по мощности двигателя. Настраивают станок по меньшей из взятых размеров, дабы избежать перегрузки электродвигателя либо ухудшения шероховатости обработанной поверхности.
Фактическая мощность электродвигателя станка ЦДК-4 образовывает 10 кВт. Следовательно, использовать скорость подачи и = 36 м/мин возможно. Но в станке предусмотрены две скорости подачи — 30 и 45 м/мин.
Выбираем скорость подачи 30 м/мин.
Настройка станков
В многопильных станках настройку начинают с подбора выпивал и простаиных колец. Нужно, дабы пилы одного постава имели одинаковые внешние и внутренние диаметры, толщину и были одинаково подготовлены (заточены и прокованы). Ширина проставных колец обязана быть больше ширину выпиливаемых заготовок на 0,6 — 1 мм (в зависимости от технического зубьев состояния и развода пилы станка).
Закрепив пилы с кольцами на пильном валу, устанавливают его в положение, при котором зубья выпивал находятся ниже заготовок на 3 — 5 мм. В станках ЦДК-5 и ЦМР-2 с трансформацией положения пильного вала изменяется и натяжение ремней, каковые необходимо в обязательном порядке контролировать по окончании каждой установки пильного вала. В станках ЦА-2 положение пилы довольно пильного вала не настраивается.
Суппорт с прижимными устройствами во всех станках с гусеничной подачей при настройке на толщину распиливаемого материала устанавливают так, дабы заготовки хорошо прижимались к гусенице. Нужно иногда контролировать, дабы все прижимные ролики в равной мере прижимали материал. Для этого берут отрезок доски (длиной 150 — 200 мм) и поочередно укладывают его под ролики при одном и том же положении суппорта (определяемом по шкале).
В случае если обнаружится, что какие-то ролики не касаются либо легко касаются отрезка доски, направляться установить их верно, изменяя натяжение пружин.
При настройке однопильных станков с механической подачей (ЦДК-4-2 и ЦА-2) пилу и направляющую линейку устанавливают так, дабы их плоскости были параллельны.
В станке ЦДК-4-2 зубья должны пребывать строго против канавки гусеницы, выбранной по ее середине специально для выхода пилы.
На станке ЦА-2 пильный диск устанавливают в одной вертикальной плоскости с расклинивающим диском механизма подачи. Толщина расклинивающего диска обязана быть больше величину развода зубьев на 0,5 мм. Подающие диски устанавливают довольно подающих вальцов на минимальную толщину распиливаемых материалов.
При установке подающих дисков пользуются ограничителями.
Скорость подачи в зависимости от конструкции станка устанавливают, переключая многоскоростной двигатель либо же настраивая вариатор, включенный в схему привода подачи.
В ходе работы величина развода зубьев выпивал пара значительно уменьшается; исходя из этого станок направляться настраивать на мельчайшую из допускаемых ширин заготовок. В этом случае некое повышение ширины выпиленной заготовки из-за уменьшения развода не позовёт необходимости повторной настройки направляющей линейки.
Работа на станках
Круглопильный станок для продольной распиловки в большинстве случаев обслуживают двое рабочих. Один рабочий включает станок, следит за его работой и подает в станок доски либо кратные заготовки; второй, пребывав сзади станка, принимает распиленные заготовки либо рейки, сортирует и укладывает их и передает первому рабочему доски, нуждающиеся во вторичном пропуске через станок.
При распиловке пиломатериалов длиной более трех метров станок обслуживают четверо рабочих. Для облегчения работы при распиловке долгих досок направляться в первых рядах и сзади станка устанавливать столы с роликами, каковые должны пребывать на 10—20 мм ниже верхней плоскости стола станка.
Обрезные доски подают в станок, прижимая их кромкой к направляющей линейке. У необрезных досок и досок с дефектными кромками на станках с закрытой пилой сначала отрезают кромку, ориентируясь на риску, нанесенную на кожухе прижимного устройства против пилы. При повторных резах доски подают на пилу, прижимая их кромкой к направляющей линейке.
В случае если из станка с гусеничной подачей по каким-либо обстоятельствам необходимо извлечь заготовку в сторону, обратную подаче, необходимо включить станок, поднять суппорт с прижимными устройствами и когтевую защиту, после этого вынуть заготовку. Затем суппорт и когтевую защиту опускают и работа возможно продолжена. В ходе работы направляться иногда контролировать ширину и прямолинейность выпиливаемых заготовок, и шероховатость поверхности пропила.