Станки для механической обработки древесины
Для механической обработки пиломатериалов, фанеры, древесных плит применяют деревообрабатывающие станки поперечной распиловки, строгальные, фрезерные, сверлильные, долбежные.
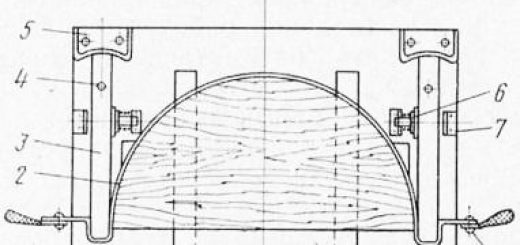
Однопильные торцовочные станки. На однопильных торцовочных станках с прямолинейной подачей пильного суппорта делают поперечную распиловку (торцовку). К примеру, станок ЦПА-40 (рис. 1) рекомендован для правильного поперечного распиливания досок, щитов и брусьев. На станке обрабатывают подробности шириной до 400 мм при высоте пропила не более 100 мм. Поворот суппорта в горизонтальной плоскости разрешает распиливать доски и брусья под углом к кромке.
Станок встраивается в автоматические и поточные линии.
")
Рис. 1. Торцовочный станок ЦПА-40: 1 — педаль включения гидропривода; 2— маховичок подъема пилы; 3 — стойка; 4— тяга для крепления стола; 5 — колонка; 6 — выпивала с электродвигателем; 7— манометр; 8—направляющая обойма; 9— суппорт пилы; 10 — гидропривод; 11 — электродвигатель гидронасоса
Торцовочный станок ТС-3 отличается от станка ЦПА-40 нижним пневматическим прижимом и расположением пилы обрабатываемых подробностей. На нем возможно распиливать подробности шириной до 250 мм при высоте пропила не более 100 мм.
Круглопильные станки. Круглопильные станки для продольной распиловки бывают с ручной и механизированной подачей материала на пилу. Станки с ручной подачей разрешают раскраивать материал по всем направлениям и исходя из этого именуются универсальными.
К примеру, станок Ц-6 (рис. 2) складывается из чугунной станины с вмонтированным в нее пильным валом, что может поменять собственный положение по высоте. Величина вЫступа пильного диска над рабочим столом регулируется маховичком.
Установленная на столе линейка снабжает направление подачи материала при продольном распиливании, а для поперечного распиливания имеется вторая направляющая линейка, устанавливаемая под любым углом к плоскости в пределах 45…135°. На станке обрабатывают подробности шириной до 400 мм при высоте пропила не более 100 мм.
Круглопильные станки. Для продольной распиловки с механической подачей пиломатериала используют круглопильные станки ЦА-2А, ЦДК-5-2 пятипильный, ЦДК-4-2 однопильный и др. Станок ЦА-2А имеет одну либо две пилы, установленные на расстоянии 10. ..15 мм.
Подача распиливаемого материала производится зубчатым диском, двумя нижними и одним верхним подающим вальцами. Для верной установки материала на столе имеется направляющая линейка, переставляемая по шкале на необходимый размер отпиливаемой заготовки. На станке возможно обрабатывать подробности шириной не более 300 мм, длиной не меньше 600 мм при высоте пропила до 80 мм.
Станок ЦДК-5-2 пятипильный. Станок оборудован гусеничной цепью для подачи пиломатериала и прижимным устройством. Пиломатериал распиливается дисковыми пилами, смонтированными на пильном валу, что может подниматься и опускаться в зависимости от требуемой высоты пропила (регулируется в пределах 6… 100 мм) . Протяженность распиливаемых досок — не меньше 600 мм, ширина — не более 250 мм.
Однопильные станки. Одног пильный станок ЦДК-4-2 (рис. 3, а) кроме этого оборудован гусеничной цепью с прижимным устройством (рис. 3, б).
Станок имеет чугунную станину, правый и левый столы, направляющую линейку, маховички установки суппорта прижимных роликов и суппорта пилы на нужную высоту. На станке возможно распиливать материал шириной не более 400 мм, длиной не меньше 600. мм при высоте пропила до 100 мм.
Форматно-обрезные станки. Для опиливания кромок щитов, древесных плит и фанеры помогают форматно-обрезные (концеравни-тельные и четырехсторонние) станки. Концеравнительный станок имеет две пилы, расстояние между которыми может изменяться. В автоматизированных и поточных линиях такие станки расположены последовательно и трудятся машинально, обрезая подробности с четырех сторон.
Материал подается на каретке с мехприводом. При массовом изготовлении панелей для чистовой торцовки брусков каркаса употребляется концеравнительный двух-пильный проходной станок Ц2-К20. На нем возможно обрабатывать подробности длиной до 2000 мм, шириной до 200 мм при скорости подачи до 15 м/мин.
Рис. 2. Круглопильный универсальный станок Ц-6: 1 — пильный вал; 2 — рабочий стол; 3 — упор; 4 — ограждени.е пилы; 5 — направляющая линейка; 6 — выпивала; 7 — маховичок подъема пильного вала; 8 — станина
На форматных четырехсторонних станках материал опиливается с четырех сторон за один проход. К примеру, трехпильный форматный станок ЦТЗФ-1 (рис. 4) трудится следующим образом.
Рис. 3. Станок ЦДК-4-2 для продольной распиловки с гусеничной подачей: а —неспециализированный вид; б — схема гусеничной подачи; 1 — станина; 2 — стол; 3 — выпивала; 4 — маховичок установки суппорта прижимных роликов; 5 — прижимные ролики; 6— маховичок установки пильного суппорта; 7— направляющая линейка; 8 — гусеничный механизм подачи
Стол, на котором уложены подробности, предназначенные для обрезки, перемещается по направляющим и проходит мимо двух выпивал, делающих продольную обрезку. В заданном месте стол машинально останавливается, включается суппорт поперечной пилы, перемещающийся по траверсе, и происходит поперечная обрезка материала. На станке обрабатывают материал длиной до 3500 мм, шириной до 1850 мм, толщиной до 50 мм.
Ленточнопиль~ные станки. Для прямолинейного и криволинейного распиливания пиломатериалов, плит, фанеры помогают ленточ-нопильные станки ЛС-40, ЛС-80-4 и ЛС-100, снабжающие пропил высотой соответственно 200, 400 и 600 мм. У станков ЛС-40 и ЛС-80-4 ручная подача, у ЛС-100 — механизированная. Ленточно-пильный станок ЛС-80-4 (рис.
5) имеет два шкива, движущие пильную ленту, поворотный стол и направляющие устройства. Стол может устанавливаться под углом 45° к горизонтальной плоскости.
Рис. 4, Трехпильный форматный станок ЦТЗФ-1: 1 — аварийные упоры; 2 — стойки; 3 — направляющие; 4 — пильный шпиндель для поперечной резки; 5 — механизм настройки пильных суппортов по высоте; 6 — пильный шпиндель для продольной резки; 7 — эксгаустерный приемник; в —стол; 9 — пульт управления; 10 — поперечная траверса; 11 —прижимные ролики; 12— гидробак с насосом; 13 — колонка с гидроприводом суппорта поперечной резки; 14 — колонка с гидропанелью
Продольно-фрезеровальные станки. Их используют для удаления неровностей древесины, обработанной пилением, для базисных поверхностей и доведением поперечного сечения подробностей до заданных размеров. Станки подразделяют на фуговальные, предназначенные для выравнивания одной либо двух смежных (в большинстве случаев под углом 90°) граней с целью образования базисных поверхностей для предстоящей обработки (рис.
6, а), и рейсмусовые, разрешающие обрабатывать заготовки совершенно верно с заданными размерами по толщине и ширине (рис. 6, б).
При продольном фрезеровании древесину обрабатывают посредством вращающихся ножевых (фрезующих) головок и валов. Рабочим органом односторонних фуговальных станков помогает ножевой вал, имеющий два либо четыре плоских ножа. Вал находится между двумя плоскими столами, один из которых может опускаться довольно режущих кромок ножей для снятия слоя древесины заданной толщины.
Фуговальные станки. На двустороннем фуговальном станке С2Ф-4 (рис. 7) в один момент возможно обрабатывать две смежные плоскости заготовки — пласть и кромку. Станок имеет горизонтальный ножевой вал, вертикальную кромкофуговальную головку, регулируемые по высоте передний и задний столы, роликовый механизм для подачи материала на ножи.
Станок разрешает обрабатывать подробности шириной до 400 мм, толщиной 12… 100 мм при большой толщине снимаемого слоя 6 мм.
Рис. 5. Схема ленточно-пильного станка: 1 — нижний приводной шкив; 2 — пильная лента; 3 — противовес; 4 — верхний натяжной шкив; 5 — распиливаемая заготовка; 6 — стол; 7 — поворотный сегмент
Рейсмусовые станки. Их производят одно- и двусторонними. Односторонние станки (рис. 8) имеют один ножевой вал, находящийся над столом, по которому подается обрабатываемая подробность. Нижняя плоскость ее должна быть заблаговременно обработана.
Заданный размер заготовки устанавливается подъемом либо опусканием стола. Двусторонние рейсмусовые станки имеют два ножевых вала, один из которых обрабатывает нижнюю плоскость заготовки, а второй — верхнюю. Двусторонние станки используют редко, поскольку точность обработки на них меньше.
На Рейсмусовых станках обрабатывают подробности шириной до 800 мм (на особых — до 1600…1800 мм), толщиной до 200 мм.
Рис. 6. Схемы фрезерования заготовок: о — на фуговальном станке; б —на рейсмусовом станке; 1 — заготовка; 2 —передний стол; 3 —ножевой вал; 4 — задний стол
Рис. 7. Схема устройства двустороннего фуговального станка С2Ф-4 с роликовой подачей (замысел продемонстрирован без механизма подачи): 1 — механизм настройки заднего стола; 2 — задний стол; 3 — кромкофуговальный шпиндель; 4 — суппорт роликового прижимного механизма; 5, 6 — механизм и рукоятка перемещения переднего стола по высоте; 7 — ножевой вал
Рис. 8. Схема устройства одностороннего рейсмусового станка: 1 — заготовка; 2 — ногтевая завеса; 3 — рифленый подающий валик; 4 — стружко-ломатель; 5 — ножевой вал; 6 — прижим; 7 —ровный подающий валик; в —нижние валики; 9 — стол
Рис. 9. Четырехсторонний строгальный станок С16-5П: 1 — нижний ножевой вал; 2 — станина; 3 — маховичок настройки универсального шпинделя; 4 — универсальный шпиндель; 5 — задний стол; 6 — направляющая линейка; 7 — прижимные ролики; 8 — верхний ножевой вал; 9, 10 — маховички регулирования прижимных роликов; И — подающие валики; 12 — суппорт механизма подачи; 13 — маховичок регулирования подающих валиков; 14 — рукоятка механизма подачи; 15 — передний стол; 16 — рукоятка подъема переднего стола; 17 — электродвигатель механизма подачи
Рис. 10. Односторонний шипорезный станок ШО 15Г-5: 1 — каретка; 2, 3 — пульты управления; 4 — гидроприжим; 5 — электродвигатель верхней фрезы; 6 — направляющие каретки; 7 — кронштейн каретки; 8 — электродвигатель пилы
В производстве древесных конструкций для продольного фрезерования довольно часто используют четырехсторонние станки, разрешающие за один проход обрабатывать четыре стороны древесной заготовки и взять подробности в форме прямоугольного параллелепипеда. Рабочие органы станка (рис. 9) складываются из пяти шпинделей: двух горизонтальных, двух вертикальных и одного дополнительного, что может устанавливаться под углом к заготовке.
Станок обрабатывает подробности шириной 20.. .160 мм, толщиной 8.. .80 мм при минимальной длине заготовок 400 мм. Более сложно устроен ше-стишпиндельный станок СФ 16-1, на котором обрабатывают столярные заготовки, бруски каркаса панелей и др.
Рис. 11. Многошпиндельный сверлильный станок: 1 — вертикальный шпиндель; 2 — пневмодилиндр механизма вертикальной подачи; 3 — суппорты горизонтальных шпинделей; 4 — пневмодилиндр механизма горизонтальной подачи; 5 — горизонтальные шпиндели; 6 — базисный упор; 7 — стол; 8 — пневмо-прижимное устройство; 9— траверса вертикальных шпинделей; 10— механизм подъема стола
Фрезерные и шипорезные станки. Эти станки, трудящиеся самостоятельно либо входящие в виде узлов в специальные линии, реализовывают фрезерование шипов для соединения подробностей древесных конструкций. На односторонних рамных шипорезных станках с ручной либо механизированной подачей обрабатывают по одному финишу заготовки, а на двусторонних с механической подачей— в один момент оба ее финиша.
Одностороннюю нарезку шипов создаёт четырехшпиндельный шипорезный станок ШО 15Г-5, имеющий каретку с гидроприводом для подачи заготовок и прижимные устройства (боковое и верхнее). Механизм резания складывается из торцовочной пилы, диска для выборки проушин и двух зубчатых фрез. Соответственно имеются режущие головки — пильная, проушечная и две фрезерные, установленные по ходу обработки.
Сверлильные и долбежные станки. Для выборки и сверления отверстий пазов в заготовках строительных конструкций используют сверлильные и долбежные станки. Сверлильные станки бывают одно- и многошпиндельные — для высверливания сучков, гнезд под шурупы и винты и т. п. Сверла подаются на обрабатываемую подробность с расчетным упрочнением, а по окончании — машинально отводятся в исходное положение.
Для долбления, делаемого на цепнодолбежных станках, используют фрезерную цепочку, приводимую в перемещение звездочкой от электромотора.