Универсальная оснастка для рабочего стола
Приспособление для установки и центровки круговых и дуговых шкал. Для гравирования круговых либо дуговых шкал на станке с пантографом резец-фрезу нужно установить в центре заготовки будущей шкалы, а ощупывающий палец — в центре копира. Ввиду того, что заготовки для круговых и дуговых шкал, подлежащие делению в градусах, поступают на граверный участок с разными центровыми отверстиями, для них в каждом отдельном случае приходится изготовлять центрирующие оправки.
На протяжении настройки пантографа для деления этих шкал нахождение центра заготовки (отверстия) было затруднительно и занимало большое количество рабочего времени.
Для стремительного нахождения центра заготовки создано особенное приспособление. Оно складывается из основания с двумя проушинами для закрепления на рабочем столе пантографа. В центре основания имеется выточка диаметром 50 мм, которая предназначена для центрирования кольцеобразных шкал с внутренним диаметром отверстия от 20 до 50 мм; нахождение центра наряду с этим происходит посредством центроискателя.
В то время, когда требуется установить заготовки шкал с внутренним диаметром отверстия до 20 мм, то для этого вкладыш, кроме этого имеющий выточку диаметром 20 мм и сквозное резьбовое отверстие, служащее для крепления заготовки, вставляют в выточку основания и закрепляют стопорным винтом. В этом положении приспособление готово к центрированию заготовок для шкал с диаметром внутреннего отверстия от 0 до 20 мм при помощи центроискателя.
")
Рис. 1. Приспособление для центровки шкал
На основании расположены последовательностями резьбовые отверстия (М4) под углом 120° для фиксации и крепления разных заготовок. При помощи прижимных планок и винтов заготовку шкалы (продемонстрированную на рисунке пунктиром) закрепляют на основании. В наборе подробностей приспособления находятся центро-конус и искатели, что, в случае если требуется, возможно засунут в делительную головку и сцентрирован при помощи центроискателя.
Приспособление устанавливают на рабочий стол станка с пантографом и закрепляют в нужном положении. В центре приспособления ориентировочно устанавливают заготовку будущей шкалы, но не закрепляют ее прижимными планками. Так как ощупывающий палец пантографа сопрягают с центром копира, то резец-фрезу надлежит сцентрировать с центром шкалы.
Для этого нужно в шпиндель пантографа засунуть и закрепить соответствующий центро-искатель, а рычаг шпинделя привести в верхнее положение. После этого вертикальной подачей рабочего стола пантографа приспособление с установленной на нем заготовкой переводят в такое положение, при котором центроискатель войдет в отверстие заготовки, тем самым центрируя ее довольно ощупывающего пальца, находящегося в центре копира.
Потом заготовку закрепляют зажимными планками на поверхности приспособления и устанавливают фиксирующие упоры (для базы). В то время, когда шкала центрирована и закреплена, из шпинделя пантографа удаляют конусный центроискатель, а на его место устанавливают резец-фрезу и простыми приемами создают гравирование шкалы.
Приспособления для установки подробностей сложной конфигурации. В граверной практике, в особенности на умелых фирмах, частенько приходится гравировать подробности сложной формы. Значительно чаще это всевозможные платы с разными фрезерованными углублениями, кожухи различной формы, корпуса для устройств.
Эти подробности из-за собственной формы не смогут быть установлены на рабочий стол станка с пантографом, как это делают с подробностями, имеющими плоское основание. В случае если же в установке таких подробностей появлялась острая необходимость, то для их гравирования на рабочем столе пантографа использовали разные железные подставки, оправки и т. д.
Но крепления способ деталей и такой установки непродуктивен, поскольку фиксация и закрепление сложной подробности отнимает большое количество рабочего времени. Помимо этого, для крепления и правильной установки таких подробностей нереально иметь много готовых оправок, подставок и других запасных средств разной формы и высоты. Исходя из этого созданы и внедрены в производство пара универсальных приспособлений для гравирования и установки подробностей сложной конфигурации.
Приспособление для установки корпусных подробностей. На рис. 2 продемонстрирован неспециализированный вид для того чтобы приспособления. Оно складывается из основания, в котором запрессован полый чал высотой 150 мм и диаметром 50 мм.
В верхней части вала смонтированы два стопорных винта, расположенных на одной линии относительно оси вала. В полость вала диаметром 30 мм засунут шток, на верхнем финише которого закреплен рабочий столик, имеющий резьбовые отверстия М4 для закрепления подробностей зажимными планками.
Рис. 2. Приспособление для установки корпусных подробностей
Приспособление устанавливают и закрепляют на рабочем столе пантографа в зависимости от формы подлежащей гравированию масштаба и детали настройки звеньев пантографа. Шток приспособления, а вместе с ним и столик для закрепления подробностей смогут подниматься и опускаться, изменяя высоту от 150 до 300 мм относительно рабочего стола станка. Маневренность приспособления на протяжении настройки возрастает еще и тем, что скользящая посадка штока в полости вала разрешает вращать его около собственной оси на любой высоте в пределах длины штока.
По окончании определения высоты, нужной для подробности, шток с закрепленным на нем столиком прочно фиксируется стопорными винтами в нужном положении для гравируемой подробности. Универсальное приспособление исключает самую малого вибрацию закрепленной на его поверхности подробности, что крайне важно для качественного исполнения граверной работы.
Подробность крепится жестко, а процесс гравирования ничем не отличается от простого, поскольку закрепление и установка подробности происходят равно как и на рабочем столе станка с пантографом. Приспособление возможно применено на станке с пантографом любой совокупности.
Рис. 3. Универсальное приспособление для закрепления подробностей с выступающими частями: а—при помощи сменных плит; б — при помощи тисков
Приспособление для крепления подробностей с выступающими частями. На рис. 3, а продемонстрирован неспециализированный вид универсального приспособления, складывающегося из основания, в котором запрессован полый вал высотой 150 мм и диаметром 50 мм.
В верхней части вала смонтированы два стопорных винта, расположенных на линии, пересекающей ось вала. В полость вала диаметром 30 мм засунут шток, на верхнем финише которого закреплена квадратная направляющая, имеющая два стопорных винта.
Для установки подробностей, подлежащих гравированию, изготовлен комплект сменных плит-столиков с резьбовыми отверстиями М4 для закрепления подробностей зажимными планками. Плитки, делающие роль столика, имеют хвостовики одного размера (80 мм), соответствующие пазу, выфрезерованному в направляющей. Рабочая поверхность сменных плиток имеет размер от 40 до 150 мм для закрепления на их поверхности подробностей разного размера.
Помимо этого, в направляющую возможно установить малогабаритные тиски, застопорив их винтами, и закреплять в них кое-какие подробности своеобразных конфигураций, как продемонстрировано на рис. 3, б.
Рис. 4. Универсальное приспособление для закрепления крупногабаритных подробностей на гравировальном станхе
Это приспособление подобно универсальному приспособлению для установки корпусных подробностей, но отличается от него наличием съемных плиток и малогабаритных тисков. Это в значительной мере увеличивает универсальность приспособления. Его с успехом возможно использовать на станке с пантографом любой совокупности.
Приспособление для крепления крупногабаритных подробностей. На фирмах умелого производства довольно часто нужно создавать граверные работы на крупногабаритных подробностях типа кожухов, корпусов и подобных им, каковые в силу собственной своеобразной формы и, в особенности, громадного размера не смогут быть установлены на рабочий стол пантографа. крепления и Обычный способ установки таких подробностей неосуществим, исходя из этого их закрепляют на провисание за пределами рабочего стола станка.
Рис. 5. Неспециализированный вид универсального приспособления
Все трудности отпали по окончании внедрения и разработки в производство универсального приспособления для крепления крупногабаритных подробностей. Приспособление устанавливается и закрепляется на рабочем столе пантографа. В зависимости от габаритных размеров гравируемой поверхности выставляется соответствующая ширина одного из выступов универсального приспособления. К примеру, в случае если ширина кожуха с подлежащей гравированию поверхностью равна 200 мм, то и ширина выступа (за пределами рабочего стола пантографа) кроме этого выставляется равной 200 мм, и т д.
Фигурное основание универсального приспособления толщиной 20 мм и размерами 260Х Х240 мм имеет более 100 резьбовых отверстий для крепления подробностей посредством прижимных планок и выступы шириной от 50 до 200 мм с промежутками между ними в 40—60 мм. В центре основания выфрезе-рован крестообразный паз, в котором находится болт с гайкой. На поверхности основания особыми винтами закреплен установочный угольник.
Приспособление устанавливается на рабочем столе пантографа и закрепляется гайкой и одним болтом, что снабжает разворот его в любое эргономичное для работы положение в зависимости от вида гравирования, формы и размеров подробности, масштаба настройки звеньев пантографа. Фиксирование подробностей на универсальном приспособлении осуществляется по установочному угольнику, что закрепляют винтами в нужном положении.
Громадное значение имеет отсутствие вибрации закрепленной на приспособлении подробности, что крайне важно для качественного исполнения граверных работ. Приспособление позволяет гравировать на станке подробности любых размеров. Оно несложно по конструкции и возможно произведено любым предприятием.
Поворотное приспособление. В приборостроительной индустрии довольно часто видятся разные малогабаритные подробности, плоскости которых расположены под углом. В таких случаях для придания плоскости горизонтального положения, которое нужно для обычных условий гравирования, использовались всевозможные подставки. Наряду с этим гравирование не получалось какое количество-нибудь ускорить из-за трудоемкой и ненадежной установки -сложных подробностей на рабочем столе станка с пантографом.
Для сокращения затрат рабочего времени на подготовку, установку и настройку, и на сам процесс гравирования и для улучшения качественных показателей создано универсальное поворотное приспособление для гравирования таких подробностей.
На рис. 6 продемонстрирован неспециализированный вид универсального поворотного приспособления. Оно складывается из основания с кронштейном, имеющим в собственной закругленной верхней части отверстие для вала, на котором смонтирован прямоугольный столик с проушинами на краях. На поверхности столика выфрезерованы два дугообразных паза, в каковые вводят штифты, ограничивающие его поворот до 90°.
В верхней части кронштейна закреплена дуговая шкала, служащая для определения угла наклона столика. Наряду с этим точки качения как в вертикальном, так и в горизонтальном положении снабжены особыми стопорными винтами свыемками квадратного сечения. Зажимая стопорные винты двусторонним торцевым ключом, столик с подробностью возможно закрепить в любом требующемся положении.
Размеры столика приспособления 80X Х100 мм, что в точности соответствует размерам тисков для зажатия подробностей.
Рис. 6. Универсальное поворотное приспособление
Приспособление устанавливают на рабочем столе станка с пантографом и закрепляют. После этого, по окончании настройки плеч пантографа, определив по чертежу угол наклона плоскости подробности, подлежащей гравированию, определяют вертикальный и горизонтальный углы поворота приспособления, по окончании чего в этом положении прямоугольный столик закрепляют стопорными винтами при помощи торцевого ключа.
В то время, когда приспособление настроено, остается закрепить на его поверхности параллельные тиски, прижимая их к приспособлению болтами в проушинах. Приспособление в сочетании с предназначенными для него параллельными тисками допускает стремительную и закрепление деталей и надёжную настройку с любым размещением плоскостей, на которых требуется создавать разные граверные работы.
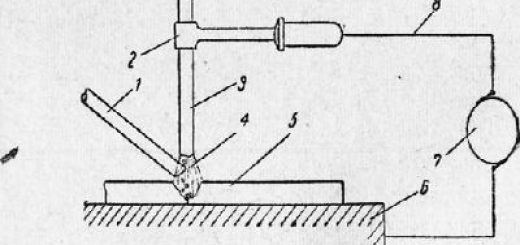
Приспособление для набивки шкльдиков. На авиационных измерительных электро- и радиоприборах и на многих вторых механизмах и приборах при помощи винтов либо заклепок разных размеров и форм устанавливают шильдики (пластинки малогабаритного размера с обозначением ручек прибора, назначением разъемов узлов и т. п.).
На них проставляют наименование прибора либо узла, порядковый номер и дату выпуска, напряжение, число оборотов, мощность, другие ручек данные и назначение управления для каждого прибора в отдельности. Шильдики крепят или на лицевые панели, или на кожуха.
Рис. 7. Шильдики
Изготовление шильдиков ведется разными механическими способами: при помощи станка с пантографом либо штамповкой металлическим штампом. Самый действенно изготовлять шильдики фотохимическим способом, что стал широко распространен на многих фабриках. направляться, но, не забывать, что кое-какие эти на шильдиках являются непостоянными.
Исходя из этого шильдики изготовляют с учетом изменяющихся обозначений, для чего оставляют на них особые площадки (безлюдные места) для набивки таких данных.
Изменяющиеся эти время от времени гравируют на пантографе, но самый обширно используют набивку (либо тиснение прессом) цифровыми либо буквенными пуансонами, стандартными либо намерено изготовленными. Не смотря на то, что набивка шильдиков и не имеет прямого отношения к граверному делу, она занимает большое место на граверных участках фабрик.
Эта работа на первый взгляд думается весьма простой, но в действительности есть сверхсложной: при набивке, к примеру, порядкового номера либо другого обозначения все цифры должны быть набиты на одной горизонтальной линии с равными промежутками между ними и сохранением параллельности между каждыми двумя цифрами либо буквами. Без большого опыта, получаемого в повседневной практике в течение долгого времени, нереально как следует набивать шильдики.
На данный момент создано и с успехом применено универсальное приспособление для набивки шильдиков. Оно складывается из массивного основания размерами 55X200X250 мм, с правой и левой сторон которого закреплены два угольника с пятью выфрезерованными пазами, служащими для закрепления в разных положениях относительно плиты призматических прижимных планок винтами.
Рабочие поверхности планок снабжены кожаными прокладками, приклеенными к ним для лучшего прижатия шильдиков к поверхности плиты. Планки смогут перемещаться с последующим закреплением в пределах длины пазов в угольниках.
Рис. 9. Универсальное приспособление для набивки шильдиков
Последовательность установленных шильдиков числом 8— 10 шт. (в зависимости от их размера) крепят двумя прижимными планками. Следовательно, в случае если приспособление оснащено шестью прижимными планками, то это позволяет в среднем закреплять для набивки до 30 шильдиков за одну установку. Первая прижимная планка закрепляется в таком положении, дабы при необходимости перемещением ее от себя возможно было бы перекрыть ширину устанавливаемого шильдика.
На всей протяженности первой прижимной планки (полагая от себя) раскладывают шильдики и прижимают к ней до упора. Вторую прижимную планку, находящуюся выше первой, перемещают вниз, т. е. на себя, и, перекрывая третью часть ширины выставленного последовательности шильдиков, закрепляют ее винтами.
Так, последовательность шильдиков закреплен, и ни один из них неимеетвозможности при ударе пуансона сдвинуться с заданного положения После этого первую прижимную планку освобождают, подводят ее по всему последовательности шильдиков к линии площадок на которых надлежит создавать набивку, и закрепляют в этом положении. Верхняя прижимная планка в этом случае будет лишь крепежной, а нижняя одновременно и крепежной и фиксирующей. Таким же образом устанавливают и закрепляют остальные два последовательности шильдиков.
Приступая к набивке, цифровой либо буквенный пуансон приставляют левой рукой рабочей частью к шильдику, а нижнюю его грань прижимают до упора к краю прижимной планки и ударом молотка по затылку пуансона набивают тот либо другой символ. (Наряду с этим освещение должно быть установлено впереди приспособления, с правой стороны). И без того, прикладывая к краю прижимной планки цифру за цифрой либо букву за буквой, набивают целый требующийся последовательность цифр либо слов. В то время, когда первая снизу линия площадочек набита во всех последовательностях шильдиков, фиксирующие планки перезакрепляют с таким расчетом, дабы их фиксирующие поверхности (в каковые упираются пуансоны) были подведены ко второму последовательности площадочек на шильди-ках, подлежащих набивке, и т. д.
Ввиду того, что при пользовании данным приспособлением целый процесс набивки основан на фиксации «до упора», набивка цифр либо букв производится с высоким качеством. Тем самым исключается возможность происхождения брака, как это довольно часто случалось при простой набивке на глаз. Изготовлению цифровых, буквенных и других пуансонов для набивки шильдиков должно быть уделено особенное внимание, поскольку от их качества сильно зависит и уровень качества набивки шильдиков.
Тиски для крепления подробностей типа панелей и плат.
Довольно часто граверам приходится делать граверную работу на таких подробностях, фиксация и закрепление которых на рабочем столе пантографа затруднена. Как пример возможно назвать панели и платы. По большей части тут использовали простые прижимы, при помощи которых осуществлялось фиксация и крепление плат средней величины. Для закрепления крупногабаритных подробностей применяли отверстия, имеющиеся в них, либо многократно переустанавливали их на рабочем столе станка с пантографом.
Все это отнимало у граверов большое количество времени и не содействовало увеличению качества гравировки.
Рис. 9. Универсальные тиски для закрепления подробностей типа панелей и плат
Но в случае если вышеупомянутые приемы в какой-то мере приемлемы для плат и панелей из гетинакса, текстолита либо легко с чистой железной поверхностью, то для панелей с рабочей поверхностью, покрытой нитроэмалями либо вторыми красителями, они вовсе недопустимы. Дело в том, что для качественного гравирования нужно твёрдое крепление подробности, а прочно завинченные прижимные винты нарушают целостность покрытия блестящей ровной поверхности панели. Желание исключить все приведенные недочёты при гравировании подробностей типа плат и панелей стало причиной внедрению и разработке в производство универсальных тисков для крепления таких подробностей.
Тиски складываются из нижней и верхней плит, соединенных между собой колонками. Нижняя плита помогает для закрепления тисков при помощи громадной конусной болта и шайбы на рабочем столе пантографа. Для закрепления тисков в любой точке рабочего стола пантографа и под требуемым углом обе плиты снабжены пазами.
На верхней плите имеется два последовательности фигурных отверстий для перестановки неподвижной губки в зависимости от размера обрабатываемой подробности. Подвижная губка посредством винта может перемещаться в продольном направлении на 25 мм, что есть достаточным для закрепления подробностей разного размера. На верхней плите устанавливают подробность и в зависимости от ее конфигурации используют соответствующую губку.
Для фиксации подробности на подвижной губке установлены регулируемые упоры, снабжающие поперечную фиксацию подробностей.
При необходимости зажима круглых подробностей имеется вторая неподвижная губка, в которой выполнены разных размеров призматические вырезы. Губка таковой конфигурации разрешает зажимать круглые подробности разных диаметров, а так как зажим происходит по трем образующим, то это в один момент снабжает их надежную фиксацию.
Часто появляется необходимость закрепления в тисках подробностей большего размера, чем разрешают губки, установленные в крайних точках. В этих обстоятельствах пользуются прилагаемыми к тискам наборами навесных губок размером от 50 до 200 мм, каковые разрешают при необходимости увеличивать длину тисков фактически в неограниченных пределах и закреплять любую подробность. При закреплении в тисках тонкостенных подробностей может появиться их изгиб в наружную либо внутреннюю сторону.
Данный недочёт возможно легко устранен при помощи планки, прикрепляемой как и неподвижные губки, в любом месте тисков замковым соединением к плите. Планка имеет на собственной поверхности прижимы и резьбовые отверстия, благодаря которым подробность закрепляется дополнительно в том месте, где появилась деформация.
Для предотвращения самопроизвольных поперечных сдвигов губок, имеющих замковые соединения, на их поверхности выполнены особые стопорные винты, исключающие такие сдвиги. Зажатие и разжатие подробностей происходит в течение 1—2 сек, что крайне важно при операционной гравировке. Помимо этого, в тисках возможно весьма скоро зажать любое второе приспособление, к примеру малогабаритные особые тиски, малогабаритную делительную головку, приспособление для гравировки подробностей сложной конфигурации и др.
направляться добавить, что возможность закрепления тисков в любом месте рабочего стола пантографа существенно расширяет рабочую площадь стола, а следовательно, и его производственные возможности. Внедрение универсальных тисков для закрепления подробностей типа панелей и плат быстро сократило вспомогательное время и повысило уровень качества гравируемых изделий, что в целом существенно увеличило производительность труда граверов.
Тиски для крепления подробностей, гравируемых по торцу. Нередки случаи, в то время, когда текстовое обозначение либо другую граверную работу нужно выполнить на торцах подробностей. Для этого подробность устанавливается на ребро и прочно закрепляется на рабочем столе пантографа. При таком закреплении подробности появляется недопустимая при гравировании вибрация, для устранения которой нужно использование дополнительных средств крепления.
Наряду с этим на наладку довольно часто затрачивается больше рабочего времени, чем на исполнение самой граверной работы. Исходя из этого и появилась внедрения и необходимость разработки в производство для того чтобы приспособления, которое снабжало бы надежное крепление и базировку подробностей с громадным размером по высоте.
Это стало причиной созданию универсальных тисков для закрепления подробностей при гравировании на торцевых поверхностях. Тиски смогут быть установлены и закреплены в любой точке и под любым углом относительно образующей рабочего стола пантографа. Для крепления подробностей с громадной высотой подвижная и неподвижная губки тисков имеют размер 180 мм.
Неподвижная губка имеет конфигурацию, снабжающую закрепление как плоских, так и круглых подробностей. Подвижная губка выполнена плоской и в средней собственной части снабжена фиксирующим упором, винтом и стопором для движения. На рис.
99 продемонстрирован неспециализированный вид универсальных тисков для крепления подробностей, гравируемых по торцу.
Тиски складываются из нижней и верхней плит, соединенных между собой колонками. Нижняя плита помогает для закрепления тисков при шайбы и помощи болта на рабочем столе пантографа. На верхней плите устанавливают подробность. Для закрепления тисков в любом месте рабочего стола станка и под любым углом обе плиты снабжены крестообразными пазами.
Верхняя плита имеет два последовательности фигурных отверстий для перестановки неподвижной губки в зависимости от размера закрепляемой подробности. Подвижная губка винтом может перемещаться в продольном направлении. Для фиксации обрабатываемого изделия на подвижной губке установлен регулируемый упор-фиксатор со стопорными винтами.
При закреплении круглых изделий упор устанавливают в нерабочее положение, а фиксация их осуществляется особой неподвижной губкой призматического типа.
Рис. 10. Универсальные тиски для крепления подробностей, гравируемых по торцу
Тиски эргономичны и тем, что как у подвижной, так и у неподвижной губок торец имеет ступенчатую форму. Это весьма полезно при закреплении плат и панелей, имеющих с нижней стороны установленные узлы и частично монтаж прибора, т. е. плат в сборе. Внедрение универсальных тисков разрешило сократить вспомогательное время на настройку и увеличить возможности станка при гравировании подробностей.
Универсальное опорное приспособление. В тех случаях, в то время, когда требуется создавать граверные работы на тонкостенных кожухах, для предотвращения прогиба граверы используют разные подставки. Таковой метод создания жесткости непроизводителен и отнимает большое количество рабочего времени на подбор подставок нужного размера в каждом отдельном случае.
В целях устранения указанного недочёта, а следовательно, и для увеличения производительности труда было создано и внедрено в производство универсальное опорное приспособление (рис. 100). Оно складывается из основания, на котором закреплен зубчатого вида узел неотёсанной настройки, винта правильной настройки и сменной по размеру опорной планки.
Используют приспособление следующим образом. Выяснив примерное расстояние между верхней и нижней стенками кожуха, приспособление вставляют вовнутрь него и при помощи винта и зубчатого узла правильной настройки приобретают нужную твёрдую опору стены изделия, подлежащей гравированию.
Универсальное опорное приспособление разрешает изменять высоту опоры в широких пределах, что крайне важно, поскольку размеры у кожухов и разных приборных коробок неодинаковы.
Приспособление существенно повышает производительность труда и культуру производства. Конструкция его предельно несложна, и исходя из этого оно возможно произведено в любом инструментальном цехе.
Приспособление для гравирования знаков на цилиндрических и конических поверхностях. Гравирование на подробностях с цилиндрической поверхностью создают несколькими методами. Первый из них следующий.
Цилиндрическая подробность зажимается в тисках, установленных на рабочем столе пантографа, обеспечивается фиксация по торцу (исключающая продольные сдвиги), по окончании чего приступают к гравированию. Таковой метод есть непроизводительным, а уровень качества гравирования—низким: при гравировании каждого последующего символа для поворота подробности на определенный угол нужно зажать и разжать ее, исходя из этого промежутки между символами устанавливаются на глаз. Помимо этого, глубина гравирования кроме этого зависит от глазомера, и ее фактически нереально выдержать постоянной на цилиндрической поверхности подробности.
Рис. 11. Универсальное опорное приспособление
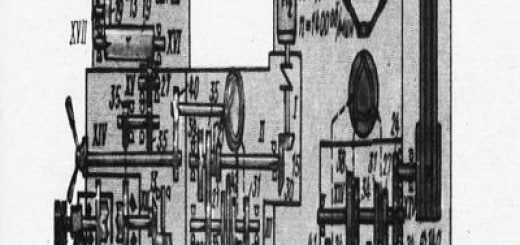
Рис. 12. Универсальное полуавтоматическое приспособление для гравировки знаков на поверхностях:
а — цилиндрических; б — конических
Второй метод, более приемлемый, содержится в том, что на рабочем столе пантографа устанавливают делительную головку, на оправке которой закреплена цилиндрическая либо коническая подробность. Подробность зажимают лишь один раз, а углы поворота, нужные для гравировки цифр и нанесения рисунков, отсчитывают по нониусу. Данный метод существенно лучше первого, но глубина гравирования остается так же, как и прежде неравномерной.
Существует кроме этого третий метод, заключающийся в применении особой делительной автомобили для нанесения рисок на подробности с цилиндрической поверхностью. Значительным недочётом этого метода есть то, что на таковой машине нельзя гравировать цифры либо другие символы. Для гравирования цифр цилиндрическую подробность требуется настроить вторично на втором станке. Так, и третий метод не снабжает всецело ответ поставлен ных производственных задач
Созданное и внедренное в производство полу автоматическое универсальное приспособление к пан тографу для гравирования рисок и знаков на, цилинд рических и конических поверхностях устра няет недочёты всех вышеприведенных способов Уникальное по конструкции приспособление позво ляет машинально поворачивать на требуемый угол гравируемую подробность и снабжает однообразную глубину гравирования знаков. Приспособление складывается из подвижного основания, на поверхности которого закреплены направляющие по ним прямолинейно перемещается корпус.
Для легкости перемещения корпус снабжен вертикальными и горизонтальными шарикоподшипниками. В полость корпуса вмонтированы шпиндель, поворачивающийся около собственной оси на шарикоподшипниках. С одного финиша шпинделя (имеющего конус Морзе 2) устанавливают оправку с закрепленной на ней подробностью.
На втором финише закреплена трубка с модулем зуба 0,3 и накатным диском для удержания шпинделя в момент закрепления подробности. Отношение диаметра подробности к шкиву 1:1, исходя из этого в каждом отдельном случае устанавливают зубчатый шкив соответствующего диаметра.
С повышением либо уменьшением диаметра шкива соответственно поднимают либо опускают зубчатую рейку вверх либо вниз до зацепления со шкивом с последующим закреплением на колонках винтами. На корпусе закреплена регулируемая по углу и высоте наклона П-образная каретка, которую возможно зафиксировать в разном по углу и высоте наклона положении винтами. Каретка в собственной верхней части имеет направляющий паз для закрепления в нем регулируемой по длине вилки со стопорным винтом.
Вилка выполнена так, что внутренняя рабочая поверхность ее имеет конусность 5—6°. Соответствующая конусность осуществлена кроме этого в поводке, жестко закрепленном на шпинделе пантографа, трудящемся в комплексе с вилкой.
Конусность вилки и рабочей поверхности втулки поводка нужна для наладки скользящей посадки без люфтов при комплексной настройке полуавтомата и пантографа. По окончании долгой их эксплуатации рабочие поверхности со временем вырабатываются как у вилки, так и у поводка. Исходя из этого конусность вилки и поводка употребляется кроме этого для выборки износа трудящейся на трение совокупности вилка — поводок.
В зависимости от диаметра гравируемых подробностей соответственно изменяется и прямолинейный движение корпуса 15. Для ограничения этого хода на наружной стороне направляющей смонтированы два регулируемых упора, а на корпусе закреплен опорный угольник.
Работа с полуавтоматом содержится в следующем: его устанавливают и закрепляют на рабочем столе пантографа, зажимают в оправке цилиндрическую либо коническую подробность, после этого приворачивают поводок жестко к шпинделю пантографа. Резец пантографа наряду с этим находится в одной осевой плоскости с вилкой и рабочей втулкой поводка.
Под действием пальца-щупа, перемещающегося по наборным шаблонам, выставленным в пазу трейсерного (копирного) стола пантографа, через вилки и систему поводка перемещается по направляющим корпус полуавтомата. Прямолинейно-возвратное перемещение корпуса при посредстве трибки и рейки машинально передается шпинделю, а вместе с ним и обрабатываемой подробности. Так, универсальное полуавтоматическое приспособление, преобразуя изображение разных знаков, делений кривых и т. п. с плоскостного копира на цилиндрическую поверхность подробности, разрешает создавать указанную граверную работу с одной установки.
Для придания гравируемой конической поверхности подробности горизонтального положения подвижное основание нужно установить под углом, равным углу конуса подробности. Делается это при помощи сектора со шкалой, закрепленного на неподвижном основании, и стопорного винта. Соответственно на такой же угол, но в обратном направлении при помощи винта устанавливается и закрепляется каретка. Угол установки каретки 6 контролируется закрепленным на ней указателем по шкале, установленной на корпусе .
Использование полуавтоматического приспособления ускорило процесс гравирования в 5—6, а на некоторых подробностях — в 20 раз и более при хорошем качестве исполнения граверных работ (глубина резания однообразна в любой точке гравируемых знаков).
В ходе производства часто появляется необходимость в гравировании на цилиндрических подробностях зеркального (обратного) изображения. Для этого нужно изготовить особый копир. В целях экономии рабочего времени и материала полуавтоматическое приспособление было усовершенствовано так, что отпала необходимость в изготовлении особых копиров.
Для осуществления зеркального гравирования зубчатую рейку поднимают до упора по колонкам так, дабы она не соприкасалась с зубчатой трибкой, и закрепляют посредством винтов. Установленную симметрично первой, вторую зубчатую рейку передвигают зубьями вверх по колонкам до зацепления со сменной зубчатой трибкой (вторая рейка на рисунке не продемонстрирована) и закрепляют винтами. В этом случае сцепление происходит как бы снизу от трибки.
Наряду с этим направление вращения трибки изменяется на противоположное, вместе с тем изменяется и направление вращения подробности, за счет чего и приобретают зеркальное изображение.
Полуавтоматическое приспособление возможно использовано на пантографе любой совокупности; оно оснащено набором особых оправок и трибок. Приспособление имеет вес и небольшие размеры и возможно произведено на любом заводе, имеющем инструментальный цех.
Малогабаритная делительная головка. Граверу приходится наносить цифры и деления на цилиндрические поверхности шкальных барабанов, и на лимбы с конусообразной поверхностью. Для этого на некоторых фабриках используют особые круглоделительные автомобили.
Как продемонстрировала долгая производственная практика, на таких станках не всегда удается произвести кое-какие делительные работы, в которых появляется необходимость. Достаточно напомнить о том, что шкалы бывают с разными покрытиями, такими, к примеру, как тёмный муар, многоцветные нитроэмали, и светящиеся веса временного действия.
На заготовку с этими покрытиями наносить штрихи на круглоделителыюй машине запрещено, поскольку работа на ней ведется только способом строгания, при котором возможно повредить кое-какие покрытия и взять рваные и нечеткие края рисок. Помимо этого, по окончании нанесения рисок на круглоделительной машине эти заготовки необходимо вторично установить на станок с пантографом и настроить его для гравирования цифр, букв или других обозначений. На эту работу уходит дополнительное время.
Рис. 13. Малогабаритная делительная головка
Универсальная делительная головка разрешает достигать большого качества делительных граверных работ на подробностях с упомянутыми покрытиями. Головкой оснащают станок с пантографом, она может служить для гравирования многих вторых подробностей. гравирование цифр и Нанесение рисок при изготовлении разных шкал (особенно высокой точности) осуществляется на делительной головке с одной установки.
На рис. 13 продемонстрирован неспециализированный вид малогабаритной универсальной делительной головки, которая устанавливается на рабочем столе станка с пантографом. На закрепленную на ней заготовку для будущей плоской либо цилиндрической шкалы возможно нанести цифры и риски так же, как при простом гравировании на станке с пантографом.
Наряду с этим любое покрытие на заготовке уже неимеетвозможности повлиять на уровень качества гравирования, поскольку способ гравирования с вращением резца исключает щербление и скалывание; риски делений получаются четкими и ясными. В случае если же требуется произвести делительные работы на цилиндрической поверхности, то для этого подробность закрепляют в особой оправке, ввернутой в конус столика универсальной делительной головки, и при помощи червячной пары устанавливают головку под углом в 90°, т. е. вертикально. Гравирование цифр и делений шкального барабана либо конусного лимба создают простыми приемами, характерными пантографу.
Рис. 14. Делительная головка, установленная для работы по цилиндрической поверхности
Приспособление для правильной установки подробностей довольно копирного стала пантографа. Копирный стол станка с пантографом имеет вращательное перемещение, и его не всегда устанавливают параллельно направлению перемещения рабочего стола. Верхняя плоскость установленных для гравирования подробностей возможно смещена относительно основания стола.
Все это затрудняет правильную установку подробности на рабочем столе перед гравированием и содействует смещению гравируемого текста по отношению к краю верхней плоскости подробности.
Для верной установки подробности на рабочем столе пантографа, в то время, когда нужно одну из ее сторон, являющуюся базисной, выставить строго параллельно текстовому комплекту на копирном столе, в большинстве случаев используют масштабную линейку. Выверку возможно произвести кроме этого методом сопряжения ощупывающего пальца с шаблоном, а резца — с кромкой подробности. При более правильных работах параллельность подробности копирному столу пантографа выверяют посредством индикатора.
Эти методы требуют долгого времени на настройку и не всегда гарантируют нужную точность.
Рис. 15. Универсальное приспособление для правильной установки деталей на станке с пантографом
Универсальное приспособление, продемонстрированное на рис. 15, снабжает более правильную установку подробностей на рабочем столе станка. Оно разрешает в течение нескольких секунд с громадной точностью установить любую подробность (относительно паза копирного стола пантографа), и выставить ее под любым углом относительно того же паза в пределах 90°.
Приспособление складывается из основания с профилем формы ласточкина хвоста, на котором шарнирно закреплена рамка, имеющая на поверхности шкалу в 90° и несущая на себе корректирующий упор с указателем. Принцип действия приспособления очень несложен. Основание вставляют в любой из пазов копирного стола пантографа и закрепляют винтами. Опуская до нужного уровня корректирующий упор, его закрепляют в нужном положении стопорным винтом.
После этого подробность прижимают одной из сторон к рабочей части корректирующего упора и в этом положении закрепляют подробность на рабочем столе.
При нулевом положении индекса прибора подробность устанавливается параллельно пазу копирного стола пантографа. При необходимости установки ее под каким-либо углом соответственно изменяют положение корректирующего упора и, прижав к нему подробность, закрепляют ее. На детали и установки всю операцию приспособления уходят считанные секунды, в следствии чего на настройку пантографа в целом расходуется намного меньше рабочего времени.
Увеличивается уровень качества создаваемой граверной работы. Простота конструкции приспособления разрешает изготовить его в инструментальном цехе любого предприятия.
Приспособление для фиксации и закрепления малогабаритных подробностей. Многие шильдики и другие подобные подробности нереально подвергать набивке при помощи металлических пуансонов. На таких подробностях разные буквенные и прочие знаки и цифровые обозначения должны быть отгравированы при помощи пантографа.
Для закрепления указанных подробностей в большинстве случаев используют параллельные тиски. Но зажимаемые подробности разны по толщине, длине и ширине, и закрепление их в тисках весьма некомфортно. Это существенно замедляет настройку станка в целом, поскольку к каждой подробности либо шильдику нужно подбирать разные подкладки, приставки и другие вспомогательные средства для обеспечения нужной высоты установки изделия при надежном его креплении.
Помимо этого, подробность, закрепленная в тисках, должна быть совершенно верно зафиксирована в определенном положении. Особенно принципиально важно иметь надежную фиксацию, в то время, когда к гравированию предназначено пара подробностей. Наладка фиксирования без подробностей при помощи дополнительных упоров, со своей стороны, порождает непроизводительные затраты рабочего времени.
Для устранения указанных недочётов, а следовательно, для качества производительности и повышения труда гравируемых изделий было создано и внедрено в производство универсальное приспособление к тискам для фиксации и закрепления разных подробностей. На рис. 16 продемонстрировано приспособление в комплексе с параллельными тисками.
Его преимуществом есть громадная маневренность при настройке, что крайне важно для ускорения подготовки пантографа к работе. Помимо этого, оно снабжает надежное крепление и фиксацию практически для всех упомянутых выше подробностей.
Рис. 16. Универсальное приспособление для фиксации и зажатия малогабаритных подробностей