Контрольно-измерительные инструменты повышенной точности
Штангенинструменты являются самый распространенными видами измерительных инструментов, используемых в машиностроительном производстве. К ним относятся измерительные инструменты с линейным нониусом, как-то: штангенциркули, штангенглубиномеры и штангенрейсмусы. Эти три вида инструментов отличаются друг от друга лишь размещением измерительных поверхностей.
")
Рис. 1. Штангенциркуль ШЦ-П с точностью отсчета по нониусу 0,05 мм (я); пример отсчета по нониусу (б).
Штангенциркуль ШЦ-П — с двусторонним размещением губок — рекомендован для внутренних измерений и наружных и для разметочных работ (рис. 1,а). Он складывается из штанги с неподвижными измерительными губками и рамки— с подвижными измерительными губками. На штанге нанесена главная шкала штангенциркуля с делениями через 1 мм, а на рамке, которая может перемещаться на протяжении штанги, закреплен-нониус. Наружные размеры измеряются посредством обеих пар губок.
Но, помимо этого, верхние губки заострены и смогут быть использованы для разметочных работ.
Для измерения внутренних размеров на финишах нижних губок, штангенциркуля имеются уступы с цилиндрическими измерительными поверхностями. Губки имеют суммарную толщину 9 либо 10 мм (размер маркируется на губках). Так, измеряемый размер равен величине отсчета штангенциркуля плюс толщина губок.
Штангенциркуль имеет микрометрическое устройство, разрешающее с громадной точностью регулировать перемещение рамки с подвижной губкой и скоро устанавливать заданный размер.
Микрометрическое устройство складывается из хомутика, микрометрического винта, одним финишем скрепленного с рамкой, гайки и стопорного винта, помещенной в прорези хомутика. При зажатом стопорном вращении и винте гайки рамка медлено перемещается на протяжении штанги.
Шкала нониуса закреплена на подвижной рамке штангенциркуля. Шкала нониуса имеет длину 39 мм и поделена на 20 равных частей. Следовательно, каждое деление нониуса, составляющее 39:20 = 1,95 мм, меньше каждых двух делений, нанесенных на шкале штанги, на 0,05 мм (2,0—1,95) (рис. 25,6).
Для удобства отсчета результатов измерения нониуса через каждые пять делений последовательно нанесены числа 25; 50; 75 и 1. Первое от нуля деление нониуса, совпавшее с каким-либо делением шкалы на штанге, показывает 0,05 мм, второе— 0,10 мм, третье — 0,15 мм, четвертое — 0,20 мм и т. д. Отсчет размеров производится следующим образом. Предположим, что нулевое деление нониуса не сходится с делением главной шкалы.
Оно находится между 20 и 21-м делениями главной шкалы, а 11-е деление шкалы нониуса совпало с делением главной шкалы. Тогда настоящий размер будет составлять 20 мм целых и 11 X 0,05 = 0,55 мм, т. е. будет равен 20+ (11 X 0,05) = 20,55 мм.
Дабы избежать неточностей при измерении, нужно при отсчете размера наблюдать на шкалу под прямым углом. Во многих случаях на шкалу наблюдают под различными углами, что ведет к большим погрешностям.
Штангенциркуль ШЦ-Ш — с односторонним пясположением губок и величиной отсчета по нониусу О 05 и 0 1 мм —помогает для отверстий наружных и измерения поверхностей. Данный штангенциркуль используется пля измерения подробностей громадных размеров —от 500 до 2000 мм. Его устройство практически такое же, как и вышеописанного штангенциркуля, а последовательность отсчета размеров подобна штангенциркулю.
Штангенглуби-номер помогает для измерения глубины несквозных отверстий, выточек, канавок, пазов, уступов и т. п. (рис. 26,а).Он складывается из рамки с основанием, которая перемещается по штанге. Измерительными поверхностями штанген-глубиномера помогают торец штанги и плоскость основания.
На штанге нанесены миллиметровые деления; рамка 2 имеет прорезь, в которой расположен нониус. Как и штангенциркуль, штанген-глубиномер снабжен стопорными винтами для устройства и закрепления рамки микрометрической подачи. Штангенглубиномеры изготовляются в соответствии с ГОСТу 162-64 типа ШГ с величиной отсчета по нониусу 0,1 и 0,05 мм и с пределами измерения 0—200; 0—320 (величина отсчета по нониусу 0,05 мм) и 0—500 (величина отсчета по нониусу0,1 мм).
Метод измерения штангенглубиномером продемонстрирован на рис. 26, а. Правила отсчета показаний по нониусу штан-генглубиномера те же, что и для штангенциркуля.
Рис. 2. Штангенглубиномер (а) и штангенрейсмус (б) и примеры пользования ими
Штангенрейсмус рекомендован для измерения высот подробностей до 2500 мм и для исполнения разметки (рис. 2,б). разметка и Измерение подробностей производятся на особых поверочных и разметочных плитах.
Штангенрейсмус имеет массивное основание, на котором закреплена штанга. По штанге перемещаются рамка с нониусом закрепленная стопорным винтом и устройство микрометрической подачи. К рамке хомутиком крепится сменная измерительная ножка.
Одной из измерительных поверхностей помогает плоскость разметочной плиты, на которую устанавливается штангенрейсмус, а второй — измерительная поверхность сменной ножки. К штангенрейсмусу в большинстве случаев прилагается пять сменных ножек: одна острозаточенная — для разметки, одна с двумя измерительными поверхностями и три ножки-шпильки для глубин и измерения высот.
Штангенрейсмусы изготовляются по ГОСТу 164-64 типа ШР с величиной отсчета по нониусу 0,1 и 0,05 мм.
Микрометрические измерительные инструменты предназначены для внутренних диаметров и измерения наружных, глубин и высот подробностей. К ним относятся микрометры, микрометрические глубиномеры и микрометрические нутромеры. Работа микрометрических инструментов строится на применении винтовой пары (гайка — винт).
В таких инструментах резьба винтовой пары имеет ход, равный 0,5 мм; следовательно, при одном полном обороте микрометрического винта в гайке он переместится на протяжении оси на величину, равную шагу его резьбы. При повороте микрометрического винта на пол1 оборота осевое перемещение его будет равняется 1 /2 шага и т. д. Точность, которая обеспечивается при измерении микрометрическим инструментом, равна 0,01 мм.
Микрометр рекомендован для измерения наружных размеров подробностей. Главной несущей подробностью микрометра есть скоба (рис. 27,а), с одной стороны которой имеется неподвижная измерительная пятка (у микрометров с пределами измерения более чем 300 мм пятка переставная), а с другой — стебель.
В стебля закреплена гильза 6, в которую ввертьь вается микрометрический винт, выполненный с шагом 0,5 мм. Левый финиш винта имеет полированную измерительную поверхность с торца, а правый финиш заканчивается конусом; надетый на него барабан закрепляется стопорной гайкой.
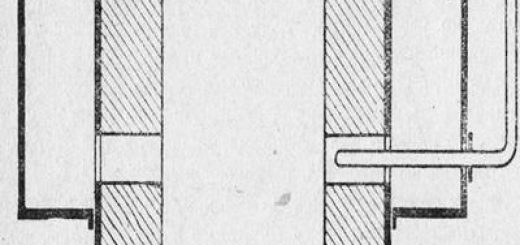
Рис. 3. Микрометрические измерительные инструменты: я—мштометр: б-примеры отсчета размеров по микрометру; в-микро-меюический нутромер; г-удлинитель микрометрического нутромера; д-микрометрический глубиномер; е-сменные стержни глубиномера
На правом финише стебля микрометра имеется особое приспособление, именуемое трещоткой, предназначенное для обеспечения постоянного упрочнения при измерении. Оно соединено с винтом так, что при повышении измерительного упрочнения более чем 0,9 кг микрометрический винт вращаться не будет. Трещотка является головкой , при помощи которой вращают барабан и, выдвигая шпиндель микрометрического винта, прижимают им измеряемую подробность.
Закрепление микрометрического винта на определенном размере осуществляется стопорным кольцом.
Шкалы микрометра нанесены на наружной поверхности стебля и на окружности скоса барабана. На стебле нанесена главная шкала, складывающаяся из продольной риски, на протяжении которой (ниже и выше) нанесены миллиметровые штрихи, причем верхние штрихи дробят нижние деления пополам — на полумиллиметры. Каждый пятый миллиметровый штрих главной шкалы удлинен и около него поставлена соответствующая цифра: 0, 5, 10, 15, 20, 25 и т. д. Шкала барабана (либо круговая шкала)—нониус — предназначена для отсчета сотых долей делений главной шкалы и поделена на 50 равных частей.
При измерении микрометром подробность помещают между мерительными поверхностями и, вращая трещотку, прижимают подробность шпинделем к пятке. По окончании того как трещотка начнет провертываться и будут слышны щелчки, закрепляют шпиндель микрометра стопорным кольцом и создают отсчет показаний микрометра.
При измерениях целое число миллиметров отсчитывают по нижней шкале стебля, половины миллиметров — по верхней шкале стебля, а сотые доли миллиметра — по шкале барабана. Число сотых долей миллиметра отсчитывают по делению шкалы барабана, совпадающему с продольной линией на стебле.
К примеру, в случае если на шкалах микрометра видно, что край барабана перешел 7,5 деления, а сам барабан по отношению к продольной линии на стебле повернулся на 46 делений, то это соответствует его продольному перемещению на 0,01 X 46 = 0,46 мм. Так, полное показание шкал микрометра будет 7,96 мм.
Величина перемещения микрометрического винта (шпинделя) в большинстве случаев не превышает 25 мм, что разъясняется трудностью изготовления винтов громадной длины с нужной точностью. Микрометры выпускаются индустрией с пределами измерения 0—25; 25—50; 50—75; 75—100 и т. д. до 275—300 мм (через 25 мм) и ДР.
Изготовляют следующие типы микрометров:
док — микрометры ровные для измерения наружных размеров подробностей;.
МЛ — микрометры листовые с циферблатом для лент толщины и измерения листов с пределами измерения 0—5; 0—10; 0—25 мм;
МТ — микрометры трубные для измерения толщины стенок труб с пределом измерения 0—25 мм;
МЗ — микрометры зубомерные для измерения шестеренок;
МВМ — микрометры с вставками для измерения метрических и дюймовых резьб с пределами измерения 0—345 мм (с промежутком через 25 мм).
Не считая перечисленных отечественная инструментальная индустрия производит кроме этого и другие типы микрометров — для измерения трапецеидальных резьб, для измерения наружных размеров изделий из мягких материалов и др.
Микрометрический нутромер рекомендован для измерения диаметров отверстий, расстояний между стенками и других внутренних размеров. Он складывается из стебля (рис. 27,в), в который запрессован измерительный наконечник. В стебель ввинчивается микрометрический винт 5, соединенный с барабаном ,6 установочной гайкой. Через отверстия гайки наружу выходит измерительный наконечник микрометрического винта.
Для закрепления винта в требуемом положении помогает стопор. Гайка предохраняет резьбу на финише стебля от повреждения.
Для повышения пределов измерения микрометрическим нутромером снимают гайку и на ее место навертывают удлинители разной длины со сферическими измерительными поверхностями.
Пределы измерения микрометрическим нутромером: 50—75; 75—175; 75—600; 150—1250; 800—2500; 1250— 4000; 2500—6000 и 4000—10 000 мм. Главная головка нутрометра имеет длину 50 мм. Протяженность шкалы стебля микрометрической головки 13 и 25 мм.
Пределы измерения, предусмотренные ГОСТом, достигаются подбором удлинителей, прилагаемых к каждому производимому нутромеру.
Удлинитель складывается из соединительных муфт и трубки. В отверстия муфт входит стержень, имеющий на финишах сферические поверхности. Пружина отжимает стержень к муфте.
Соединение головки с удлинителем происходит методом свинчивания гайки с ввинчивания и головки на ее место муфты удлинителя.
Отсчет размера на нутромере такой же, как на микрометре. В случае если измерение делают с удлинителем, то к показанию шкалы додают размер удлинителя.
Устанавливают и контролируют нутромер по установочной скобе, изготовленной по мельчайшему предельному размеру инструмента.
Микрометрические нутромеры в соответствии с ГОСТу 10-58 производят двух типов: НМ и НМИ. ГОСТ устанавливает погрешности в зависимости от измеряемых размеров, к примеру для нутромера с пределом измерения 75—600 мм допускаемые погрешности для размеров до 125 мм ±6 мкм, для размеров 125—200 — ±8 мкм, для размеров 200—325 мм — ±10 мкм, для размеров 325—500 мм — ±12 мкм и для размеров более чем 500 мм — ±15 мкм.
Микрометрические глубиномеры предназначены для измерения глухих отверстий, пазов и уступов. Глубиномер складывается из траверсы (основания), на которой имеется измерительная плоскость 2, и жестко скрепленного с траверсой стебля 4; в стебле перемещается микрометрический винт с измерительным стержнем 1. Глубиномеры типа ГМ выпускаются по ГОСТу 7470-67 с ценой деления шкалы барабана 0,01 мм, с пределами измерений: 0—25; 25—50; 50—75; 75—100; 100—125 и 125—150 мм. Суммарная погрешность глубиномеров с пределом измерения до 100 мм допускается ±10 мкм, для глубиномеров с пределом измерения более чем 100 мм — соответственно ±12 мкм.
Повышение предела измерений достигается установкой сменных удлинителей, привинчиваемых к микрометрическому винту. При измерении глубиномер устанавливают траверсой на базисную поверхность подробности и хорошо прижимают к ней рукой. После этого измерительный стержень вращением барабана трещоткой приводят в соприкосновение с дном подробности, по окончании чего отсчитывают настоящий размер уступа как на простом микрометре.
Инструменты для проверки углов. В цеховых условиях проверка углов осуществляется посредством одномерных и многомерных средств контроля. К числу указанных инструментов относятся: угольники, универсальные угломеры, малки, угловые меры, синусные линейки и др.
Эти инструменты разрешают сравнивать угол контролируемой подробности с углом контрольной меры, а по величине просвета между прилегающими плоскостями делать выводы о точности изготовления подробности.
Угольники являются самый распространенным инструментом для разметки и проверки прямых углов и для контроля взаимно перпендикулярного размещения плоскостей подробностей. ГОСТом 3749-65 предусмотрен выпуск твёрдых проверочных угольников с прямым углом (90°) шести типов: УЛ — лекальные плитки; УЛП — лекальные плоские; УЛШ — лекальные с широким основанием; УЛЦ — лекальные цилиндрические; УП — слесарные плоские; УШ — слесарные. с широким основанием (рис. 4, а, б, в, г, д, е).
Угольники изготовляются четырех классов точности, обозначаемых 0-й, 1-й, 2-й, 3-й.
Угольники делают из инструментальной легированной стали марок ХГ и X; цементированной углеродистой марок 10, 15 и 20; инструментальной углеродистой марки У8А и углеродистой стали 50.
Угольники первых четырех типов используются в основном в инструментальных цехах при исполнении правильных лекальных работ. На долгой стороне эти угольники имеют с обеих сторон скосы, что содействует более правильной проверке плоскости.
Универсальные угломеры. К числу многомерных средств измерения относятся угломеры. Наличие у нониуса и этих инструментов шкалы позволяет относительно совершенно верно измерять величину любого угла.
В соответствии с ГОСТу 5378-66 угломеры нониусные выпускаются двух типов: УМ и УН.
Угломер типа УМ Ленинградского инструментального завода, предназначенный для измерения наружных углов от 0 до 180°, имеет основание (рис. 4,ж), выполненное в виде полудиска с делениями от 0 до 120° через любой градус, с которым жестко соединены подвижная линейка и линейка. Последняя возможно развёрнута около оси вместе с нониусом и сектором относительно основания и линейки. Угол между крайними штрихами шкалы нониуса, равный 29°, разделен на 30 частей (рис.
4,и). Угол между соседними штрихами нониуса равен 60 X 29 : 30 = 58’, что на 2’ (2 60 секунд) меньше 1°. Узел микрометрической подачи позволяет более совершенно верно установить нониус на необходимый размер. На подвижной линейке возможно закреплен угольник, которым возможно измерять углы от 0 до 90°. Углы более чем 90° измеряются без угольника, наряду с этим к взятому результату прибавляется 90°. Фиксация сектора относительно основания угломера осуществляется стопором.
Отсчет показаний делают сперва по главной шкале, а после этого по нониусу. Число градусов отсчитывают до того места, где остановился нуль нониуса, а число мин. отсчитывают по делению нониуса, которое сходится с любым штрихом главной шкалы.
Рис. 4. Инструменты для измерения углов
Угломер типа УН завода «Калибр» (рис. 4,з) имеет последовательность преимуществ если сравнивать с угломером типа УМ. Он универсален и имеет более широкие пределы измерения как наружных, так и внутренних углов.
Угломер складывается из основания (полудиска), на котором закреплена линейка основания. Сектор с нониусом перемещается по основанию и по окончании установки закрепляется стопором. Микрометрическая подача нониуса осуществляется вращением винта.
К сектору при помощи хомутиков крепится угольник, а к нему присоединяется съемная линейка.
У угломера типа УН угол между крайними штрихами нониуса равен 29° и разделен на 30 частей, но он, в отличие от угломера УМ, выстроен на дуге большего радиуса, следовательно, расстояние между штрихами больше, что облегчает чтение и отсчёт показаний (рис. 4, к).
направляться не забывать, что устройство нониуса угломера подобно устройству нониуса на штангенциркулях, с той только отличием, что промежуток главной шкалы (основания) угломера принят равным 1° (60’), а число делений .на нониусе равняется 30; одно деление при отсчете по нониусу угломера образовывает 2’.
Угломером типа УН возможно измерять углу от 0 до 320°, Для проверки углов от 0 до 50° угломер планирует всецело. К сектору присоединяют угольник и линейку (рис. 5,а). При измерении углов от 50 до 140° вместо угольника в хомутик вставляют линейку (рис. 5,б). Углы от 140 до 230° контролируют лишь с одним угольником (рис. 5,б). Углы от 230 до 320° контролируют без линейки и угольника (рис.
5,г). Градусы отсчитывают по шкале основания (см. рис. 5,б), а 60 секунд — по нониусу.
Рис. 5. Примеры измерения угломером
Угловые меры. Для проверки универсальных угломеров, угловых шаблонов, калибровки лимбов измерительных устройств и самоё точного измерения углов в подробностях автомобилей применяют угловые мерные плитки. Угловые плитки являются закаленные металлические пластины толщиной 5 мм, созданые в виде треугольника либо прямой призмы с разными размерами рабочих углов.
Угловые меры-плитки выпускаются в виде комплектов № 1, 2, 3 и 4, состоящих соответственно из 93, 33, 24 и 8 мер (плиток). Комплекты выпускаются трех классов точности: 0-го, 1-го и 2-го. Треугольные плитки изготовляются с одним рабочим углом между измерительными плоскостями в пределах от 10 до 80°, а четырехугольные—с четырьмя рабочими углами в пределах от 80 до 100°.
Измерительные грани угловых плиток выполнены с громадной точностью и исходя из этого прекрасно притираются. При необходимости угловые плитки планируют в блоки для измерения угла и скрепляются в особых рамках-держателях, точность измерения которых Г.
Рис. 6. Угловые примеры пользования и мерные плитки ими: а — комплект; б — треугольная плитка; в — четырехугольная плитка в державке; г — блок плиток для измерения угла
Угловые мерные плитки нужно предохранять от механических повреждений и коррозии. Поврежденные поверхности плиток теряют свойство притираться одна к второй, и плитки становятся негодными к потреблению.
Не нужно брать плитки нечистыми либо потными руками, руки должны быть шепетильно вымыты и насухо вытерты. Плитку нужно брать особыми щипцами. На протяжении работы плитки нужно класть лишь на древесную подставку, покрытую чистой бумагой либо замшей.
По окончании работы плитки необходимо промыть в бензине, протереть чистой фланелевой тряпкой насухо, смазать безкислотным вазелином и уложить в порядке размеров, указанных в ячейках футляра. При упаковке и смазке плитки направляться держать за нерабочие поверхности пальцами, смазанными вазелином.
Синусные линейки помогают для измерения углов с точностью до 10”, и для установки лекальных заготовок (изделий) на определенный угол перед обработкой. Синусная линейка активно используется для профильных наружных углов и измерения конусов.
Конструкции синусных линеек, главные размеры их и технические требования регламентируются ГОСТом 4046-61. Этим же ГОСТом устанавливаются три типа синусных линеек: I — без опорной плиты с одним наклоном; II — с опорной плитой и с одним наклоном и III — с двумя опорными плитами и с двойным наклоном.
Синусные линейки изготовляют двух классов точности— 1-го и 2-го. Класс точности определяется допускаемой погрешностью угла установки линейки до 45°.