Обработка на револьверных станках
Револьверные станки приспособлены собственной конструкцией для работ из патронных работ и прутка, связанных, кроме обработки цилиндрических поверхностей подробности, кроме этого с обработкой разного вида центральных торцевых поверхностей и отверстий.
Соответственно размерам обрабатываемых подробностей, револьверные станки строятся малых, средиих и громадных размеров (тяжелые модели).
Револьверные станки требуют относительно большое количество ручных операций: поворачивание револьверной головки, подводи отвод ее от обрабатываемого предмета (не смотря на то, что в высокопроизводительных и тяжелых моделях и имеется механическое стремительное передвижение револьверной головки, во оно требует кроме этого ручного включения), а в несложных и малых “моделях кроме того и рабочие подачи.
Поэтому управление станком, при обработке относительно сложных и в особенности больших подробностей, требует от рабочего определенного навыка и большого напряжения.
Помимо этого, необходимость трудиться отдельными инструментами револьверной головки в последовательном порядке делает неспециализированное время обработки равным сумме времен работы инструментов, стоящих на отдельных гранях (либо позициях) револьверной головки. Это все разрешает уменьшить время обработки подробности ниже определенного предела на этом типе станков и тем самым ограничивает их производительность.
В силу указанных изюминок данный вид станков нужно вычислять обычным для серийного производства. Тем более, что переладка этих станков с одной операции на другую, сводящаяся, в основном, к перестановке упоров и смене инструмента, относительно несложна, что имеет громадное значение для маленькие размеров производства.
В производствах же массового характера, в некоторых случаях кроме того и в крупносерийном производстве, револьверные станки вытесняются на прутковых работах автоматами и на патронных — полуавтоматами.
Револьверные станки очень разнообразны как по величине, так и по собственной конструкции, начиная от несложных моделей, с полным ручным обслуживанием всех перемещений инструмента, до станков с полным механизированием этих перемещений, сводящих управление станком к включению разных кнопок и рычагов (так, к примеру, револьверные станки компании JonesLainsen Mch. Сo).
Потом, при модели и выборе типа револьверного станка нужно смотреть за соответствием числа позиций револьверной головки с числом требуемых обработок на данной подробности, в противном случае либо револьверная головка будет мало использована, либо, напротив, окажется неосуществимым закончить все необходимые обработки с одной установки. Так конструкция и размеры подробности определяют собой модель и тип револьверного станка.
Размер производственной программы по данной подробности (требующий то либо иное количество станков) решает в большинстве случаев вопрос выбора в пользу револьверного станка либо другого, более производительного^ типа станка из разглядываемых ниже.
Следующим моментом осуществления верного способа обработки на револьверном станке, по окончании модели станка и выбора типа будет надлежащий выбор инструментов, метода их установки, закрепления и, в случае если необходимо, поддерживания подробности в ходе резания.
Частенько видится, что эта стадия подготовки процесса обработки на револьверных станках целиком и полностью поручается наладчику, что, пользуясь методами и примитивными инструментами их использования и установки, неимеетвозможности дать большей частью надлежащего применения станка ни в стоимости обработки и смысле производительности, ни в смысле совершенства и точности обработки. В случаях достаточно сложной обработки на револьверных станках, по большому счету, направляться предварительно создать замысел данной операции, установив порядок обработки, инструмент, режим резания и пр.
Для верного применения револьверного станка нужно затребовать при заказе его все державки, помощи и др. приспособления Для револьверной головки, могущие иметь широкое использование в разных работах. При сложных же и трудных работах лучше затребовать от компании-поставщика и целый установочный инструмент для данных операций с подробным описанием наладки станка.
направляться наряду с этим постоянно требовать, дабы ставок был компанией опробован па точность и производительность по нужным операциям.
Так в большинстве случаев достигается за рубежом большой эффект применения сложных револьверных станков
Само собой разумеется, при операциях и простых станках нет необходимости в указанных выше методах ответа задачи.
Так главными условиями осуществления верного способа обработки на современных револьверных станках будут:
а) верный подбор инструмента, державок и пр.;
б) вероятная концентрация процессов резания, т. е. ведение-процесса резания по возможности не одним, а несколькими инструментами в один момент;
в) по возможности одновременная работа с поперечного суппорта и револьверной головки (это не относится к станкам с ручной подачей);
г) вероятно громадная жесткость установки инструментов, разрешающая использовать громадные подачи.
")
Рис. 0. Нерациональная установка инструмента
Рис. 1. Верная установка инструмента.
На рис. 0 дан пример подбора самодельного малоцелесообразного инструмента и на рис. 1 — верного его установки и подбора для чугунной подробности, изображенной на рис. 2
Именно поэтому получается намного большая жесткость установки резцов, допускающая громадные но дачи и сокращение времени обработки.
По исчислениям компании время обработки по первому методу — 10 мин. и но второму—7 мин., т. е. сокращение времени получается 30%.
Это сокращение оказалось за счет повышения подачи с 0,008 до 0,013” на оборот, что есть вероятным при повышении жесткости установки инструмента
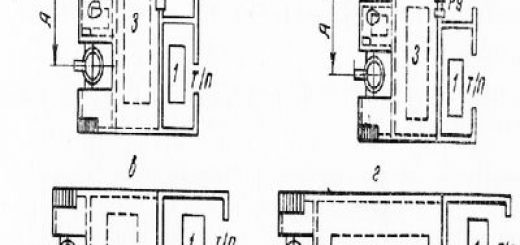
На рис. 3 Продемонстрирован пример осуществления концентрации процессов резания с одной позиции револьверной головки. Как видно на рисунке, с одной позиции в один момент обтачивается 2 наружных диаметра и растачивается внутренний диаметр (само собой разумеется, это вероятно только при устойчивости станка и достаточной мощности).
На рис. 3 возможно видеть метод твёрдой установки инструментов. Кроме того, что державки резцов, расточная скалка и так называемый «магазин» инструментов (неспециализированная державка инструментов) имеют очень размеры и стабильную конструкцию, имеется кроме этого направляющая оправка, которая хорошо входит во втулку и, так, придает жесткость установке всех инструментов.
Таковой метод установки особенно серьёзен, в то время, когда резание ведется на относительно громадных диаметрах, при одновременной работе нескольких резцов, больших подачах и степени точности и высоких требованиях концентричности обрабатываемых поверхностей.
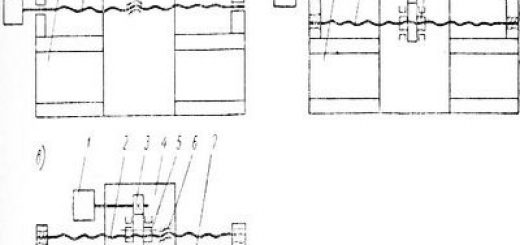
На рис. 1—4 изображены самые типичные конструкции державок (и приспособлений) для прутковой работы современного револьверного станка (компании WarnerSwasey) и продемонстрировано их потребление на примере постепенной обточки валика из прутка.
На рис. 4 продемонстрирован центр для поддерживания в комбинации с «упором» либо ограничителем длины.
Помимо этого, на поперечном суппорте смогут быть установлены с обеих его сторон: многорезцовая державка, державка для фасонного резца. На поперечном суппорте возможно установлено и копирное приспособление (для точения по конусу), в случае если данный суппорт имеет продольную механическую подачу.
Рис. 2.
Рис. 3.
На рис. 5 дана державка для нескольких продольных резцов с одной позиции револьверной головки.
На рис. 5—твёрдое крепление инструмента для предварительного засверливания.
Рис. 4.
Рис. 5.
Для ускорения работы при нарезке резьбы в отверстиях существуют так именуемые самодействующие метчики, у которых отдельные подвижные гребенки в конце нарезания машинально уходят в тело метчика.
Рис. 6.
Рис. 7.
Конструкция этих метчиков является аналогиейс самооткрывающимися нарезными головками.
Мы не останавливаемся тут па несложных формах разных державок для сверл, зенкеров, метчиков и развёрток, поскольку конструкция их очень несложна.
Пара более сложнуто конструкцию являются качающиеся либо «плавающие» оправки для разверток, но эти оправки в большинстве случаев однообразны как для револьверных, так для сверлильных и других станков.
На рис. 3 были даны примеры очень твёрдой установки инструментов при больших высоких режимах и размерах деталей резания (громадных подачах).
На рис. 6 нарисовано закрепление конусной части подробности в патроне при помощи особых кулачков патрона и вставных каленых заостренных шпилек, вдавливающихся в тело подробности.
На рис. 7 продемонстрирован патрон с «плавающими» кулачками, гак как Подробность ставится на оправку в центре и нужно, дабы кулачки имели возможность зажать подробность в один момент.
Достигается это игрой спиральной шайбы в теле патрона.
Рис. 8.
На рис. 78 продемонстрирован патрон с одним саморегулирующимся кулачком, что не редкость нужно при зажиме подробностей, подобно изображенной на этом рисунке.
Рис. 9.
Рис. 10.
На рис. 9 изображен зажим для узких цилиндрических подробностей при помощи трех (либо четырех) кулачков продемонстрированной конструкции. На рис. 10 продемонстрирован разжимной патрон, действующий от винта А.
В случаях высокой производительности вместо винта А используется втягивающаяся скалка, которая приводится в перемещение рабочим лт особенной рукоятки.
Рис. 11.
Рис. 12.
На рис. 11—13 изображены три модели станка компании WarnerSwasey, для которого были рассмотрены примеры инструмента и обработки.
Нужно оговориться, что мы отметили тут только самые характерные конструкции инструмента и приспособлений для револьверных станков и что, кроме приведенных обычных конструкций, возможно большое количество отдельных разновидностей в зависимости от формы обрабатываемой подробности и разных конструктивных ответов.
Рис. 13.
Мы имели целью остановиться на приспособлениях и инструментах револьверных станков еще и вследствие того что у них большое количество неспециализированного с приспособлениями и инструментом прутковых автоматов и патронных полуавтоматов соответственных размеров.
Так в будущем изложении мы будем останавливаться на аналогичных вопросах для автоматов и полуавтоматов лишь только в случаях их значительного отличия от обрисованных выше примеров.
На рис. 14—16 изображена схема обработки в патроне шестерни с двух установок на станке «Hartness Flat Turret Lathe» компании JonesLamsen.
Рис. 15.
На рис. 14 продемонстрирована подробность, подлежащая обработке (корпус фрикционного сцепления; чугун)
На рис. 15 продемонстрирована окончательная обточка подробности с одной стороны, и на рис. 86—иначе
Время обточки на первой операции: 1-я поз.—45 сек., 2-я поз.— 1 мин., 3-я поз. — 1 мип., 4-я поз. — 1 мин.., 5-я поз. — 4у„ мин. 5-я поз. — 45 сек.
Рис. 16.
На второй операции: 1-я поз.—3/4 мин., 2-я поз.— 1 мин, 3-я поз.— 1 мин., 4-я поз. — 2% мин., 5-я поз. — 2 мин. (данные-компании).
Предлагается читателям вычислить на всех позициях скорость резания, подачи и число оборотов.
Данный револьверный станок, в отличие от вышеуказанных, имеет поперечное перемещение передней шпиндельной головки.
Рис. 17. Револьверный станок компании JonesLamscn.
Круглый, квадратный, либо шестигранный стол револьверной головки этого станка пара видоизменяет формы державок резцов,, по за исключением этого они очень близко папоминают обрисованные» выше.
На рис. 18 изображена схема обработки шестерни — сателлита жз прутка па том же станке, и и сама обрабатываемая шестерня.
Производительность—18—19 шт. в час 1. Станок 3?36” «Hart-ness Plat Turret Lathe».
На рис. 19—20 дана схема обработки из прутка на револьверном -станке Pittler AG и вид с торца револьверной головки -этого станка для данной обработки.
На этом станке, как видно из рисунка, револьверная головка имеет ось, горизонтальную и параллельную оси шпинделя. Благодаря такому устройству методом поворачивания головки около собственной оси возможно создавать поперечную проточку в маленьких размерах.
Рис. 18. Обработка сателлита из прутка на револьверном станке.
Помимо этого, конструкция головки разрешает вести обработку в некоторых случаях с солидным числом позиций, чем в других конструкциях станков.
Предлагается читателям самостоятельно разобраться в ходе обработки по схеме рис. 19—20.
Кроме указанных моделей существует большое количество разных разновидностей револьверных станков в зависимости от компаний, их изготовляющих.
Рис. 19. Схема обточки на станке Pittler A. G.
Рис. 20.