Сверлильная обработка (на сверлильных станках)
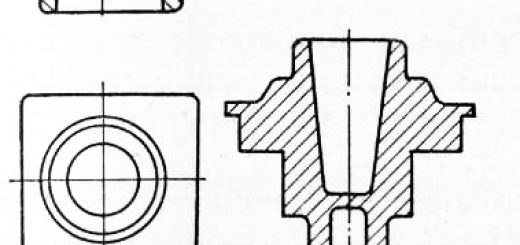
В первую очередь нужно подчернуть, что в обработке автодеталей работа на сверлильных станках занимает одно из очень больших мест. Тут мы имеем в виду не только фактически сверление, но -также и другие работы но «обработке отверстия», выполняющиеся на этих станках, в частности: рассверливание зенкером, развертывание, нарезку резьбы, зенкование разной формы бобышек «отверстий, обработку и разбуровку отверстий пустотелыми фрезерами— рис. 1.
В некоторых случаях не редкость целесообразно методом комбинирования инструментов в один момент делать две а также больше обработок. Обстоятельство широкого применения сверлильных станков, кроме сверления отверстий, еще и для работы разнообразные шпиндельным инструментом (инструмент, укрепляющийся в шпинделе станка) содержится в относительной низкой стоимости этого типа станков перед станками другого типа, а время от времени кроме того и в экономичности и большей производительности относительно несложных обработок на сверлильных станках если сравнивать с такими же обработками на другого типа станках (токарных, патронных полуавтоматах и пр.).
Возможно привести достаточно показательный пример: в современной обработке шестерен коробки скоростей при массовом (а также крупносерийном) производстве считается более целесообразным выносить сверление центрального отверстия со станков, создающих обточку этих шестерен (разного рода полуавтоматы), на отдельные сверлильные станки, не смотря на то, что на большинстве обтачивающих шестерню станков было бы вероятно создавать и указанное сверление.
Целесообразность для того чтобы решения разъясняется тем, что в этом случае сверление — одна из самые длительных операций и оставление ее вместе с обточкой увеличило бы число дорогостоящих полуавтоматов; так методом переноса данной операции на отдельный сверлильный станок во многих случаях получается большое удешевление цены оборудования, при малом повышении (а время от времени кроме того и без такового) падающей на данную обработку цены рабочей силы.
 (сверлильный, обработка)")
Рис. 1. Пустотелый фрезер.
В качестве иллюстрации широкого применения сверлильных станков возможно указать, что очень мало подробностей в собственной обработке не проходят этих станков и что большая часть таких подробностей, как рычаги, тяги, кронштейны и др., довольно часто обрабатывается всецело либо полностью на сверлильных станках (все бобышки и отверстия отверстий).
Обработка шатуна на заводе ГАЗ и Форд практически вся производится на данный момент на сверлильных станках.
Было бы достаточно затруднительно привести обычные цифры соотношения сверлильных и других станков в современном механическом цеху автомобильного завода, поскольку большее либо меньшее использование высокопроизводительных и многошпиндельных сверлильных станков может дать довольно часто большие колебания в соотношении между сверлильными и другими станками.
Рассмотрение способов работы на сверлильных станках мы будем вести по таким группам: небольшие, средние и большие сверлильные работы.
Небольшие сверления от 1 до 5 мм производятся в большинстве случаев на быстроходных (число оборотов до 12 000 в мин.) стайках типа Avey.
Станки для того чтобы типа строятся, кроме САСП1, и в Германии нет какое количество компаниями Ludwig Loewe, НаЬпKolb, Hille-Werke и др.
Сейчас такие станки начали выпускаться и отечественными фабриками.
При небольших сверлениях в большинстве случаев более целесообразно трудиться с ручной подачей, поскольку это лучше сохраняет сверло, а при маленькой длине отверстий кроме того может дать большой выигрыш во времени.
Рис. 2. Быстроходный сверлильный станок.
Сообщённое, конечно, не относится к сверлениям, производящимся на автоматах и полуавтоматах.
При громадных же размерах производственной программы не всегда бывает, но, целесообразно использовать простые одношпипдельные станки указанного типа.
Тут довольно часто применяются разного ррда станки особенного назначения.
На рис. 3 изображен центровочный станок компании Sundstrand Mch. Сo, двухсторонний, с отдельным мотором и ручной подачей.
Рис. 3. Центровочный станок компании Sundstrand Mch Сo.
Число оборотов — 1000 в 60 секунд. Производительность—70—100 шт. в час в зависимости от ее материала и размера детали. Станок очень обычен.
На рис. 4 изображен специальный станок компании Kingsbury Mch. Сo для одновременного сверления 5 разных отверстий (с различных сторон) в корпусе автомобильного стартера.
Данный тип станка разрешает разнообразные метаморфозы в размещении шпинделей и имеет полную независимость в размерах подач отдельных шпинделей и времени их включения.
Станок является комбинациейиз станины самая подходящей формы к данной обработке (компания имеет пара типов станины), расположения и различного числа отдельных сверлильных головок (имеется кроме этого пара размеров головок), рис. 5.
В числе изюминок данного станка направляться отметить:
1) чувствительную подачу сверла (sensitive feed), т. е. благодаря фрикциону, включенному в механизм подачи головки, сверло при повышении осевого давления (начало сверления, местная твердость, затупление сверла и пр.) приобретает машинально уменьшенную подачу за счет проскальзывания фрикциона;
2) относительно легкую возможность частичного а также полного автоматизирования станка, что очень целесообразно при громадной производительности;
3) подача сверла (производящаяся от соответствующей формы кулачка) возможно относительно легко поменяна сменой кулачков, а такяге сделана и прерывистой (вынимание сверла из отверстия для удаления стружки).
Рис. 4. Специальный сверлильный станок компании Kingsbury.
Рис. 5. Сверлильная головка станка Kingsbury.
В этом станке, так, осуществляются все благоприятные для небольших сверл условия ручной подачи.
К числу неудобств станка нужно отнести трудность трансформации чисел оборотов сверла, поскольку конструкция привода шпинделя от мотора для этого требует больших переделок.
Компания делает сверлильные головки с числом оборотом 600, 876, 1100, 1400, 2150, 2750 и 3500 в 60 секунд. Легкий же тип головки может давать до 8000 об/мин. Любая головка потребляет 0,5 л. с. в среднем.
На таких станках смогут производиться сверления от 3/64 до 3/8”, и развертывание, зенкование и нарезка резьбы при величине отверстий и различном расположении.
Одно да и то же отверстие может кроме этого последовательно обрабатываться разными инструментами. В этом случае изделие устанавливается на поворотном столе и последовательно подводится под шпинделя разных головок с инструментами.
Для сверления нескольких отверстий с параллельными осями имеют громадное использование так именуемые многошпиндельные сверлильные головки. Эти головки, будучи поставлены на одношпиндельный сверлильный станок, превращают его в мпогошпиндельный для данной операции.
Возможность использовать разные числа шпинделей при различных их числах и размерах оборотов, и относительная низкая стоимость таких многошпиндельпых головок, делает их очень распространенными.
Вопрос о сверлильных многошпиндельных головках разобран достаточно детально в книге Н. Н. Базырипа и П. Н. Гобермана.
Средние размеры сверления
Вопрос проектирования процесса сверления (и второй обработки) отверстий средних размеров, т. е. от б до 30 мм, пе воображает в общем громадной сложности, сводясь, в основном, к приспособлению и к выбору сверлильного станка, подходящего по размеру шпинделя, мощности, числам подач и оборотов, и по размерам и конструкции стола. Не останавливаясь на вопросе выбора сверлильного станка широкого пользования ввиду его относительной простоты,’” перейдем к станкам высокой производительности.
Тут направляться отметить прежде всего сверлильные станки с автоматизированным перемещением шпинделя компаний: «Barnes Drill Сo» и «Avey», использующиеся при громадных масштабах производства.
Особенность этих станков содержится в полном автоматизировании механизма подачи.
Шпиндель создаёт следующие перемещения:
а) стремительный подход инструмента к подробности,
б) непроизвольный переход на рабочую подачу,
в) остановку долгую либо мгновенную в конце рабочей подачи (принципиально важно для обработки зенковками и пустотелыми фрезерами) и
г) стремительный отвод инструмента в исходное положение.
На рис. 6 продемонстрирован таковой станок компании Barnes Drill Сo с головкой для одновременной нарезки отверстий. На столе станка установлено поворотное приспособление с 3 позициями (2 позиции для зарядки).
При повороте приспособления шпиндель машинально включается и создаёт описанпые выше перемещения.
Производительность (эти компании) — 12 фланцев (из бропзы) в 60 секунд.
На рис. 7 изображен такой же станок с восьмишпиндельной поворотным приспособлением и специальной головкой на три позиции.
На одной позиции производится одновременное сверление 4 петель для двери автомобиля, на второй — развертывание кроме этого 4 шт. и на третьей — зарядка и снимание новыми подробностями.
Производительность — 500 шт. в час петель из ковкого чугуна шириной в 13/4”. Охлаждающая жидкость подведена к каждому и -струменту.
На рис. 8 изображен такой же станок, но с полной его автоматизацией для торцевания гаек из ковкого чугуна.
На станке установлена двухшпиндельная круглый стол и головка с 20 зажимными гнездами для гаек и с автоматическим поворачиванием на два гнезда.
В этих гнездах гайки подходят под шпинделя, машинально зажимаются от действия роликов, трудящихся сжатым воздухом.
С противоположной стороны стола готовые гайки выбрасываются эжектором кроме этого по 2 шт. за один движение в наклонный лоток.
Станок трудится всецело машинально и нужно лишь закладывать в гнезда необработанные гайки.
Конструкция этих станков разрешает методом соединения нескольких сверлильных станков в одип агрегат (полуавтомат) с неспециализированным поворотным столом (к примеру, сверление, нарезка и развёртывание нескольких отверстий) создавать сверхсложные обработки с большой производительностью.
На рис. 9 продемонстрирован один из самые сложных сверлильных полуавтоматов компании Bauch Mch. Сo.
Станок имеет шесть позиций: пять рабочих и одна для зарядки. В этом случае сверлятся 44 отверстая во фланце на 4 окружностях различного диаметра, и сами отверстия таюке разных диаметров.
Помимо этого, кое-какие отверстия подвергаются и развертыванию.
По конструкции и работе станок напоминает токарный полуавтомат «Bullard».
Конечно, что использование аналогичного станка возможно целесообразным только при больших размерах производства.
Потом идет область тяжелого сверления сверлами размера более чем 30 мм (и обработка пустотелыми фрезерами, зенкерами и развёртками соответствующих размеров).
Рис. 6. Сверлильный полуавтомат компании Barnes Drill Mch. С ,
Рис. 7. Специальный станок компании Barnes.
Для этих работ (за исключением обработки легко режущихся металлов) большей частью употребляются замечательные и очень стабильные сверлильные станки.
Рис. 8. Специальный станок компании Barnes.
На рис. 10 изображен двухшпиндельный станок для того чтобы тип, компании Васкег Mch. Сo (САСШ).
Станок имеет гидравлическую подачу управление от педали и очень твёрдое направление шпинделей.
Изображенный станок приспособлен для обработки втулок (см. сбоку рисунка) и снабжен поворотным приспособлением на три позиции.
Рис. 9. Сверлильный агрегат компании Barnes.
Такие станки усиленной жесткости и мощности используются для Разнообразных видов обработки отверстия, требующих громадного осевого давления.
Конечно, что при меньших осевых давлениях направляться использовать станки переходного типа.
Рис. 10. Сверлильный станок (компании Backer.
Для работы пустотелыми фрезерами станки должны быть оборудованы четко трудящимися упорами либо остановами для правильного выдерживания глубины либо длины таковой обработки.
На рис. 11 изображен станок компании Foot Burt Mch. Сo для одновременного сверления 12 отверстий передней оси автомобиля.
Два крайних шпинделя наклонены по углам 7° к вертикали для соблюдения нужного наклона шкворней поворотных кулаков.
Рис. 11. Сверлильный станок для передней оси компании Fgot Burt.
Средний шпиндель имеет десятишпиндельную алюминиевую головку с отдельными направляющими.
Производительность таких станков — около 17 осей в час (3 У2 мин.) при одном рабочем (завод Chrysler Corp.).
Для обсверливания сложных и больших подробностей (блок цилиндров, его крышка, картер и пр.) используются довольно часто многошпиндельные станки особого назначения еще более сложного типа, трудящиеся в одной либо нескольких плоскостях с соответствующим числом сверлильных головок.
Рис. 12. Вертикальный многошпиндельный станок компании Natco.
Обычные станки этого рода строят в САСШ компании: NatcoMch. Co; Baush Mch. Co; Foot Burt; Grenlee Mch. Сo и в Германии — HabersangZinzen, Hille-Werke и др.
Эти станки планируют компаниями для определенной подробности (и операции) и снабжаются головками с соответствующим числом шпинделей, зажимными приспособлениями и кондукторными плитами.
Рис. 13. Трехсторонний сверлильный станок компании Foot Burt.
Число оборотов, размеры шпинделей, и число и расположение сверлильных головок, смогут быть разны в зависимости от формы, условий и размеров обработки подробности.
Сейчас такие станки, в особенности в САСШ, строятся (большей частью с гидравлической подачей, что дает последовательность преимуществ в смысле удобства трансформации размера подачи, ее плавности, быстроты и отчётливости нерабочих ходов, и и чисто конструктивных преимуществ в смысле удобств и простоты обслуживания станка,
При механической подаче изменение ее размеров достигается сменой соответствующих кулаков либо шестерен.
Числа оборотов шпинделя в большинстве случаев постоянны, и лишь методом сверхсложной смены последовательности шестерен, а время от времени кроме того и частичной переделки передающего вращение механизма, возможно поменять число оборотов шпинделей, а значит, и скорость резания сверл.
Рис. 14. Трехсторонний станок компании Baush.
Для нарезки резьбы в подобных подробностях ставятся такие же станки, но с обратным стремительным вращением шпинделей для вывертывания метчиков.
Кое-какие компании (Natco Mch. Сo) строят нарезные станки так, что метчик при ввертывании, и и обратном ходе, направляется в собственном поступательном перемещении особенной направляющей резьбой на шпинделе.
Эта конструкция, информируя твёрдое направление перемещению метчика, дает прекрасные результаты в смысле чистоты резьбы.
На рис. 12 продемонстрирован односторонний, вертикальный, многошпиндельный станок Natco Mch. Сo для одновременного обсверливания с 4 сторон картера коробки скоростей (автомобиля Форд).
На этом примере возможно видеть осуществление очень концентрированного и производительного способа сверления на многопшиндель-ном станке маленьких по размеру подробностей.
На рис. 13 изображен трехсторонний станок компании Foot Burt Mch. Сo.
Любая головка снабжена своим мотором.
На рис. 14 изображена последняя модель очень замечательных и производительных станков компании Baush Mch. Сo для очень больших подробностей.
Станки имеют свободную гидравлическую подачу головок, централизованное управление станком и полную автоматизацию всех перемещений головок.
Очень поражает глаз жёсткость и исключительная массивность конструктивных форм этих станков.
В серийном же производстве, где нет возможности обширно применять станки особенного назначения, парк сверлильных станков составляется, большей частью, из простых сверлильных станков различных размеров колонного типа и радиально сверлильных.
Последние стапки удобны для обеверливания большого количества отверстий (кроме того при неодинаковых их диаметрах) в больших подробностях при маленьких масштабах производства.