Рамные шипорезные станки
Конструкция
Рамные шипорезные станки трудятся по двум схемам. По схеме, представленной на рис. 1, а, трудятся станки, оснащенные шестою рабочими органами (Ш06, ШД12), по схеме на рис.
1, б — станки, каковые имеют по четыре рабочих органа (Ш010, Ш015 и Ш015 Г).
По обеим схемам заготовка сначала торцуется пилой, а после этого по схеме а направляться операция образования щечек шипа двумя шипорезными головками с подрезателями, закрепленными на двух параллельно расположенных шпинделях, по схеме б — образование проушины проушечным диском, закрепленным на вертикальном шпинделе.
После этого по схеме а направляться образование заплечиков двумя подсечными головками, закрепленными на двух вертикальных шпинделях, по схеме б— одновременное образование его заплечиков и щёчек шипа торцовыми (подсечными) фрезами. На этом обработка по схеме б заканчивается. На станках, трудящихся по схеме а, выполняется еще одна операция — выборка проушины.
")
Рис. 1. Технологические схемы образования шипов на рамных шипорезных станках шестишпиндельных (а) и четырехшпиндельных (б)
На данный момент станкостроительная индустрия производит шипорезные станки, оснащенные четырьмя шпинделями.
На рамных шипорезных станках для подачи заготовок помогает каретка, которую вручную по направляющим надвигают на режущий инструмент, либо имеется особенный привод для механизированного передвижения каретки. Время от времени используют цепную подачу подробностей.
На рис. 2 продемонстрирован односторонний четырехшпиндельный шипорезный станок Ш015Г-5. Заготовки укладывают на каретку по упору и линейке, по окончании чего включают гидропривод прижимов, после этого гидропривод подачи каретки. Каретка с зажатыми на ней заготовками перемещается слева направо. Пилой первой по ходу силовой головки у заготовок отрезается припуск по длине, после этого проушеч-ными дисками второй силовой головки выбирается проушина, по окончании чего торцовыми фрезами зарезается шип.
Конструкция суппортов силовых головок разрешает перемещать рабочие органы в вертикальной плоскости винтами, устанавливать их под углом и перемещать в горизонтальной плоскости в направлении, перпендикулярном перемещению каретки. Это позволяет зарезать шипы разных формы и размеров.
Рис. 2. Односторонний шипорезный станок Ш015Г-5: 1 — панель управления, 2 — кожух ограждения пильного диска, 3 — винты настройки по высоте пильной и проушечной силовых головок, 4 — винты настройки головок с торцовыми фрезами, 5 — стойка станины, 6 — электродвигатель верхней головки с торцовой фрезой, 7 — верхняя направляющая каретки, 8 — станина, 9 —карегка, 10 — кронштейн каретки, 11 — кожух ограждения для движения каретки
Гидроцилиндр (рис. 3) механизма перемещения каретки связан со звездочкой, штоком, рейкой и шестерней. На звездочки надета втулочно-роликовая цепь, скрепленная с кареткой.
При перемещении поршня гидроцилиндра в одну сторону каретка с уложенными и закрепленными на ней заготовками перемещается к инструментам — совершается рабочий движение. При обратном перемещении поршня — холостом ходе — каретка возвращается в исходное положение.
Для зажима заготовок на каретке предусмотрены вертикальный и горизонтальный зажимы (рис. 4). Вертикальный зажим складывается из гребенки, закрепленной на штоках двух гидроцилиндров одностороннего действия.
Гидроцилиндры крепятся на траверсе, положение которой в вертикальной плоскости может изменяться посредством винта.
Шток гидроцилиндра горизонтального зажима имеет отвер. стия, в одно из которых вставляется вкладыш с упором. Поло-жение упора определяется суммарной шириной уложенных на каретке заготовок.
Совокупность гидропривода механизма подачи станка (рис. 5) включает насос, пластинчатый фильтр, обратный клапан, предохра-нительный клапан, разгрузочный и реверсивный золотниковые на гидроаппараты, гидроцилиндры подачи зажимов и гидроцилиндр каретки.
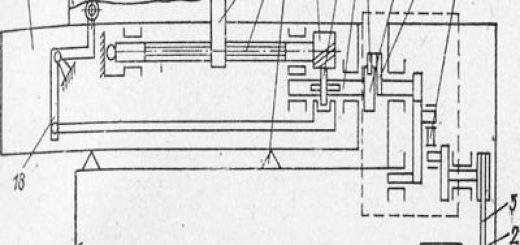
Рис. 3. Кинематическая схема одностороннего рамного шипорезного станка: Ш015Г-5: 1,2 — направляющие каретки, 3 — каретка, 4 — пильный суппорт, 5 — суппорт с проушечным диском. 6. 7 — суппорты с торцовыми фрезами, 8, 9 — звездочки, 10— шестерни, И — шток, 12— гидроцилиндр, 13— маховичок
В ходе работы насос из бака подает рабочую жидкость через обратный клапан и фильтр в предохранительный клапан, В случае если золотник соединяет верхнюю полость клапана со слив-пой линией, клапан неимеетвозможности поддерживать давление в гидромагистрали и пропускает всю поступающую рабочую жидкость в бак. Гидроцилиндры наряду с этим не подвергаются действию давления рабочей жидкости и будут в нерабочем состоянии.
При включении электромагнита золотникового аппарата сообщение клапана со сливной линией заканчивается, давление рабочей жидкости поднимается и действует на поршни цилиндров зажимов и через золотниковый аппарат и дроссель передается в гидроцилиндры и правую полость гидроцилиндра и 7 зажимов. Зажимы зажимают заготовку, а поршень со штоком, передвигаясь, подает каретку с заготовками на режущие инструменты. Происходит рабочий движение.
В то время, когда каретка достигнет крайнего положения, она воздействует на установленный тут конечный выключатель, при помощи которого включается электромагнит золотникового аппарата, и правая полость цилиндра соединяется со сливной линией. Поршень направляется в исходное положение, перемещая каретку.
Рис. 4 Схема размещения гидропривода зажимов станка Ш015Г-5: 1 — платформа каретки, 2 — стойка, 3 — траверса, 4 — гидроцилиндр вертикального зажима, 5 —кожух, 5 —шланги, 7 — установочный винт, 8 — гайка, 9 — гребенка, 10 — гидродилиндр горизонтального зажима, 11 — шток, 12 — вкладыш, 13 — фиксатор
В исходном положении каретка воздействует на второй конечный выключатель, что выключает электромагниты золотниковых аппаратов 4 и 9. Давление в линии падает. Цикл закончен.
Схема самый шипорезного станка ШД15-3 продемонстрирована на рис. 172. На нем в один момент обрабатывают оба финиша заготовки. На станине закреплены две колонки — одна без движений и вторая подвижно.
Расстояние между ними возможно изменять в зависимости от длины обрабатываемых заготовок, передвигая колонку. Для движения на протяжении станка колонки предусмотрен электропривод, для правильной установки колонки рекомендован маховичок.
На каждой из колонок в особых направляющих смонтированы суппорты рабочих органов — пильных валов, шпинделей для проушечных дисков и шпинделей для шипорезных головок (торцо вых фрез),
Суппорты разрешают изменять положение шпинделей в крути кальном и горизонтальном направлении, и устанавливать их под углом. Для закрепления шпинделей в рабочем положе нии помогают фиксаторы.
На колонках установлены кронштейны с падающими це пями, снабженными упора ми. Цепи натянуты между звез дочками. Ведущие звездочки находятся на приводном валу механизма подачи.
Ведущая звездочка колонки укреплена подвижно посредством скользящей шпонки, а ведущая звездочка колонки — без движений. Ведомые звездочки расположены на противоположных финишах кронштейна. Их положение возможно изменять для натяжения цепи.
Над цепями установлены суппорты для закрепления прижимных устройств, каковые складываются из клинового ремня, натянутого на три шкива. Нижняя ветвь ремня снабжена опорными роликами. Привод механизма подачи осуществляется от многоскоростного двигателя через редуктор, вал и ремённую передачу. Электродвигатели рабочих органов и механизма подачи сблокированы.
При настройке прижимное устройство поднимают и опускают соответствующими винтами.
Принцип работы .станка содержится в следующем. На цепи прикасаясь к неподвижному торцовому упору укладывают заготовки. Цепи подают их к рабочим органам.
Сначала круглые пилы оторцо-вывают заготовки (снимают припуски на обработку), после этого про-ушечный диск выбирает проушины, по окончании чего ножи шипорезных головок зарезают шипы.
Рис. 5. Схема гидропривода механизма подачи станка ШО 15Г-5: 1 — бак, 2 — насос, 3 — фильтр. 4 — реверсивный золотниковый аппарат с электромагнитным управлением, 5 — шток, 6 — гидроцилиндры вертикального зажима, 7 — гидроцилиндры горизонтального зажима, 8 — гидроцилиндр привода механизма подачи каретки, 9 — золотниковый гидроаппарат, 10 — предохранительный клапан, 11 — обратный клапан, 12 — дроссель
Рис. 6. Схема двустороннего шипорезного
Выбор режима работы
Выбор режима работы на шипорезных станках любой конструкции сводится к определению скорости подачи, поскольку все другие показатели режимов постоянны и зависят от конструкции станка и режущего инструмента. Необходимо кроме этого учитывать, что требования к шероховатости поверхности шипов довольно низки. Исходя из этого главным критерием верно выбранной подачи есть загрузка электродвигателей механизма резания.
Скорость подачи берут из технологической карты либо рассчитывают по мощности привода рабочих органов. Способ расчета приведен в описании рейсмусовых станков. Проверке подлежат все электродвигатели.
Скорость подачи выбирают по электродвигателю меньшей мощности. В случае если при выбранной скорости подачи будут происходить сколы, то скорость направляться снизить. На односторонних шипорезных станках с ручной подачей скорость подачи снижают при выходе фрез из заготовок.
Настройка станков
у односторонних шипорезных станков настраивают пильный диск, пользуясь шкалами станка либо по примеру-эталону. В этом случае, установив пильный вал в среднее положение, регулируют упор на каретке так, дабы эталон, базируясь по торцу, вторым финишем легко касался зубьев пилы. Затем вращением винта механизма подъема пильный вал устанавливают по высоте.
Зубья пилы должны выходить из пропила на 10—15 мм.
Настроив пильный диск, продвигают каретку с эталоном к шипорезным головкам и посредством маховичков механизмов горизонтального и вертикального перемещения двигателей получают того, дабы при повороте ножи касались щечек, а подрезатели — заплечиков шипов эталона.
Затем каретку подводят к подсечным дискам и вращением маховичков перемещения суппортов устанавливают диски. Торец диска обязан касаться щечек, а резцы — заплечиков шипа. Нужно обеспечить касание резцов на всей протяженности заплечиков.
После этого каретку с эталоном передвигают к проушечному диску и регулируют положение режущих кромок ножей по длине и высоте станка, получая, дабы они легко касались щёчки шипа и дна проушины. Настраивают диски и шипорезные головки поворотом винтов механизма горизонтального и вертикального перемещения суппортов. В случае если форма шипа требует, дабы режущий инструмент был под определенным углом, то настройку ведут посредством механизма поворота суппортов, пользуясь шкалой, нанесенной на поворотной головке.
На односторонних шипорезных станках устанавливают зажимы, опуская либо поднимая их (в зависимости от толщины заготовки). Напоследок обрабатывают пробную заготовку, измеряют ееи, в случае если требуется, вносят в настройку коррективы.
На двусторонних шипорезных станках подвижную колонку настраивают в соответствии с длиной обрабатываемых заготовок. Устанавливают ее сначала посредством электропривода, после этого доводят от руки маховичком механизма перемещения.
Режущие инструменты настраивают по эталону равно как и на односторонних станках.
Лишь по окончании получения нескольких верно обработанных заготовок возможно затевать трудиться на станке.
Работа на станках
Односторонний шипорезный станок обслуживает один рабочий. Он укладывает на каретку пара заготовок, хорошо прижимая одну к второй и к упорной линейке, включает гидроприводы прижимов подачи. Каретка с заготовками совершает возвратно-поступательное перемещение, перемещаясь на протяжении силовых головок.
Наряду с этим в заготовках образуются проушины и шипы (либо лишь проушины либо лишь шипы). В большинстве случаев у заготовок зарезаются шипы и выбираются проушины на обоих финишах заготовок. Для этого направляться пользовать ся откидными упорами, установленными на каретке, либо сначал^ у всей партии заготовок обрабатывать один финиш и после этого — второй
В первом случае все заготовки при укладке на каретку сперва ориентируют по одному упору — концевому ограничителю; покушал! обработки одного финиша заготовки — По другому упору.
При работе на одностороннем шипорезном станке теряется время на холостой движение каретки. Помимо этого, заготовки перекладываются на каретке вручную. Исходя из этого односторонние шипорезные станки рекомендуется использовать в производствах со относительно небольа шими партиями производимых изделий.
Для производств с крупнЯ серийным выпуском продукции целесообразнее использовать двусторон! ние шипорезные станки.
Двусторонние шипорезные станки обслуживают двое рабочих. Станочник укладывает заготовки на подающие цепи, прижимая их к упорам и упирая один торец в концевой упор. Второй рабочий сни! мает готовые подробности и укладывает их в штабеля.
На двусторонних шипорезных станках для подачи заготовок устанавливают магазины-питатели, каковые облегчают труд и, помимо этого, увеличивают коэффициент применения рабочего времени.
Главный недостаток обработки на двусторонних шипорезных станках — сколы. Они смогут появляться благодаря нехорошей заточки режущего инструмента либо громадной скорости подачи. В случае если шипы получаются различной длины при одной и той же настройке станка, то направляться отрегулировать прижимы.
Мшистость на обработанной поверхности показывает на затупление инструмента. Толщину расстояние и шипов между заплечиками контролируют калибрами-скобами, ширину проушин — калибрами-пробками.