Заготовка прямоугольных деталей
Заготовка подробностей для прямоугольных коробок есть главным процессом производства этих коробок.
Заготовку возможно поделить на следующие операции:
а) бумаги и прямоугольное резание картона;
б) нанесение линии сгибов;
в) заготовка картонных рамок;
г) просечка прорезей, углов и т. п. на картонных заготовках.
А. бумаги и Прямоугольное резание картона
При заготовке картонного закроя нужна строгая прямолинейность, точность и чистота резки. Мельчайшие изгибы в линиях ре-за либо их перекосы в закрое делают его негодным для изготовления коробок.
Конструкция любого оборудования для бумаги и резания картона обязана всецело обеспечить указанные условия и осуществлять резку по строго параллельным линиям либо же под прямым углом.
При ручной резке для изготовления отдельных экземпляров закроя (образцов) пользуются в основном ручными резаками, другими словами ножами с двухсторонней заточкой. В этом случае прямолинейность реза достигается при помощи линейки, а прямой угол— применением угольников и другими практическими приемами.
Разглядим один из этих приемов. На странице картона делается прямолинейный надрез, по окончании чего лист картона складывают в два раза по линии надреза и на противоположной стороне сгиба делается прокол через оба слоя картона. Затем картон развертывают (он принимает прошлое положение) и между двумя точками прокола выполняют прямую, которая по отношению к пеовой линии над.
Реза окажется совершенно верно под прямым углом.
Для резки картона и бумаги существуют следующие виды оборудования:
1. Рубмлка (папшер). Нижний нож рубилки укреплен на станине (у края плиты), а верхний нож дугообразной формы — на шарнире. У станка имеется педальный прижим, не допускающий смещения страницы картона либо бумаги на протяжении резания. На плите рубилки крепятся угольники; главный угольник расположен под прямым углом по отношению к лезвию нижнего ножа, и
так подвигаемый по этому угольнику лист картона постоянно отрезается под прямым углом. в первых рядах ножа имеется мобильная форматная каретка с упором для установки постоянного размера для многократных отрезов. На ручной рубилке возможно создавать массовую нарезку картонных либо бумажных подробностей строго определенного размера.
Производительность рубилки низкая, исходя из этого ею пользуются в основном в тех случаях, в то время, когда требуется относительно незначительное количество продукции. Чистота реза на рубилке обусловливается состоянием ножей, и уменьем пользоваться станком при резке.
В случае если размер подробности не превышает 300—400 мм, пользуются форматной кареткой, расположенной впереди ножа. В случае если же требуется нарезка громадных подробностей перпендикулярно к главному угольнику, расположенному на плите, прикрепляют второй угольник и тогда размер отреза определяется расстоянием между этим краем лезвия и угольником нижнего ножа рубилки.
Рубилкой довольно часто пользуются для нанесения надрезных линий сгибов, для чего применяют ножной прижим и форматную каретку, а надрезы создают ножом (резачком) на протяжении планки прижимного приспособления.
На протяжении резки направляться ножи (в особенности верхний) иногда натирать мылом либо парафином.
В момент резания материал прижимается ножной педалью с одновременным опусканием верхнего ручного ножа. Рубилка благодаря простоты наладки есть очень нужным оборудованием жак для небольших кустарных, гак и для больших картонажных фирм, к примеру, для закроя образцов и т. д.
")
Рис. 1. Рубилка (папшер).
2. Бумагорезальные автомобили. Эти автомобили видятся разных конструкций, но на всех бумагорезальных автомобилях резание осуществляется остро отточенным гильотинным ножом, что движется сверху вниз в косом направлении по отношению к плите.
Материал, подлежащий резке, кладут на плиту автомобили. По окончании правильного размещения материала для отреза вся стопа бумаги зажимается особенным прижимом для устранения возможности сдвига бумаги в момент резания; после этого машина пускается в движение, и нож, натертый по лезвию парафином либо мылом, прорезает стопу бумаги на всю толщину. В автомобилях последней конструкции зажатие бумаги происходит машинально в момент резания.
В особенной канавке плиты по линии опускания древесная планка («марзан») из дерева жёсткой породы, что позволяет прорезать бумагу на всю толщину стопы, не допуская затупления лезвия ножа.
Рис. 2. Бумагорезальная машина.
У плиты машины по обоим бокам расположены бортовые угольники 5 под прямым углом по отношению к ножу, что позволяет нарезать прямоугольные подробности, подводя их одной стороной к угольникам.
Помимо этого, на плите начерчен последовательность параллельных линий, расположенных перпендикулярно к линии отреза, что разрешает располагать стопу бумаги по середине плиты, не прижимая ее к боковому угольнику,
Рис. 3. Точка ножа рубилки оселком.
Стопу бумаги по мере отреза подробностей возможно подавать вперед, при помощи расположенной на плите подающей каретки в, действующей от штурвала 7, находящегося впереди плиты. На бумагорезальных автомобилях новой конструкции имеется приспособление 8^ машинально подающее стопу бумаги на установленный размер. Это приспособление действует от рычага либо машинально.
В последнем случае при резке узких полос машина может машинально нарезать всю стопу на равномерные полосы.
Бумагорезальная машина предназначена в основном для нарезки бумажных подробностей; ее высокая производительность обусловливается тем, что большая мощность автомобили разрешает создавать резку стопы бумаги толщиной до 150 мм, что довольно часто превышает 1000 страниц. По окончании разреза нож машинально останавливается в верхнем положении.
Автомобили выпускаются разных размеров. Рабочая ширина: больших автомобилей разрешает резать стопу стандартных страниц (к примеру, 72ХЮ8 см) на протяжении и поперек. Рабочая ширина этих автомобилей достигает 1,5 м и более.
Уровень качества резки на бумагорезальных автомобилях зависит от исправности автомобили и, в особенности, режущего инструмента, то есть-от верной умелого ухода и заточки ножа за ним. Обязанностью резчика есть регулярное натирание ножа парафином либо мылом, и периодическая правка ножа оселком, причем по окончании точки ножа правка оселком есть необходимой.
Для точки ножей требуется особенное оборудование; в случае если нет возможности точить ножи на особых фирмах, то для: точки ножей нужна установка особой шлифовальной автомобили.
Самым распространенным профилем ножа есть нож с фаской под углом 22°. Уменьшать данный угол (не более как до 16°) возможно лишь для резки очень мягких сортов бумаги, как, к примеру, папиросной и др. По окончании каждой шлифовки нож направляться править мелкозернистым оселком с маслом, причем лишь при тщательной обработке ножа он делается пригодным для хорошей; резки бумаги.
В большинстве случаев избегают создавать резку картона на бумагорезальной машине, поскольку картон содержит песчинки и костру, что очень сильно притупляет лезЕие ножа.
В картонажном производстве бумагорезальные автомобили широко-используются для нарезки всевозможных бумажных подробностей, как то: оклейки, канта, поддонников, этикеток и пр.
В СССР бумагорезальные автомобили выпускаются машиностроительными фабриками полиграфической индустрии.
3. Картонорезальные дисковые автомобили. Резка картона на этих автомобилях происходит между двумя дисковыми ножами.
Рис. 4. Картонорезальная машина.
установка и Острые лезвия парами дисковых ножей, прижатых Друг к другу, снабжают чистую резку картона на полосы любой ширины. В случае если нужно полосы нарезать поперек на небольшие подробности, то для обеспечения прямоугольности этих подробностей существует особое приспособление в виде автоматической линейки . Она расположена параллельно приемным валикам и возможно установлена на любом расстоянии от них, что разрешает пользоваться ею для нарезки полос любой ширины. При работе на карто-норезальной машине с машинально подающей линейксй закройщик подает полосы картона под линейку, которая машинально
Картонорезальные дисковые автомобили имеют высокую производительность. Обычной пропускной скоростью этих автомобилей считается 16—17 м/мин. При резке толстого картона ширина муфты для дисковых ножей должна быть не меньше 55 мм, а при резке узких картонов она может быть около 25—30 мм\ но направляться учитывать, что с уменьшением ширины муфт значительно уменьшается точность направления ножей, исходя из этого узкими муфтами направляться пользоваться крайне редко и для резки картона плотностью не более чем 500 г/м2.
Рис. 5. Закройная чертильно-резальная машина.
Картонорезальные дисковые автомобили помогают лишь для резки-картона на полосы. В случае если требуется не только нарезка подробностей, но и нанесение бороздок по линиям сгибов, то для данной цели используются комбинированные закройные автомобили; они создают резку таким же образом, как картонорезальные дисковые автомобили, а для нанесения линий сгибов имеют дополнительные приспособления, каковые создают в один момент с резкой надрезы либо накатку бороздок по линиям сгибов.
При комбинировании обоих этих процессов возрастает производительность автомобили и обеспечивается правильная параллельность между краями и линиями сгибов отрезанной полосы картона.
Такие комбинированные автомобили носят название чертильно-ре-зальных автомобилей (рис. 5), если они наносят линии сгибов методом надр/еза, либо же сгибально-резальных автомобилей, в случае если линии сгибов
производятся методом накатки тупыми роликами по матричным бороздкам особенного профиля.
Особенное значение для нарезки картонных подробностей имеют проводящие валики; при их верном действии обеспечивается прямолинейность резки. Время от времени обе стороны одной полосы проходят через приемные валы с различной скоростью, благодаря чего полоса получается деталь и кривой теряет собственную прямоугольность. Это может случиться благодаря неравномерного сжатия проводящих валиков по длине. В случае если одна сторона машиньг выводит полосу вперед, нужно методом регулировки мало затормозить полосу.
Для данной цели существуют два метода: 1) поджатие противоположной стороны ) при помощи прижимов, установленных снизу; 2) установка резинового ролика; степень его прижатия регулирует равномерность работы проводящих валиков.
Для прямолинейного резания используются кроме этого приводные автомобили — «шейко-рубки» (рис. 6) с рабочей шириной от 300 до 500 мм для рамок и нарезки полосок, к примеру, шарниров для папиросных коробок, рамок для прямоугольных коробок и пр. Для установки машины по размеру имеется особенное приспособление в виде мобильных упоров.
Производительность приводных шейкорубок образовывает до 10— 12 тыс. подробностей в час. Для подачи полос используется довольно часто автоматическое самоподающее приспособление. По собственной конструкции приводные шейкорубки смогут быть двухсторонними либо односторонними.
Б. Нанесение линий сгибов
При изготовлении коробок постоянно возникает необходимость согнуть картон по прямой линии. Для этого на картон наносят линии сгибов такими методами: 1) надрезкой, 2) накаткой, 3) тиснением линии, 4) прострогиванием и сдиркой узких канавок.
Рис. 6. Машина для рубки рамок шейкорубка
В зависимости от толщины и сорта картона, и от характера изготовляемых изделий используют тот либо другой метод.
Надрезка линий сгибов. Картон возможно надрезать острым резаком под линейку либо остро заточенными дисковыми ножами. Надрез обязан углубляться в картон приблизительно на половину его толщины, отчего картон по надрезанной линии сгиба теряет в жакой-то степени собственную прочность.
Рис. 7. Аппараты для нанесения линий сгибов: а — „чертильный” — надрезной аппарат; б — рилевочный (пакетный) аппарат; в— двухдисковый рилевочный аппарат.
При таком методе надрезки линии сгиба получается ярко выраженный сгиб, что очень полезно для закроя коробок, но так как картон теряет наряду с этим собственную прочность, то данный метод используется в основном для закроя клееных коробок, подлежащих последующей оклейке бумагой либо вторым материалом. Бумажная оклейка компенсирует потерянную при закрое прочность картона, и коробка, изготовленная так, есть достаточно прочной и отличается точностью собственной прямоугольной формы.
Надрезка линии сгиба осуществляется чертильными аппаратами, установленными на чертильно-резальных автомобилях, обрисованных выше. черчение и Резка картона производятся в один момент.
Чертильный аппарат является приспособлением , укрепленное на раме чертильно-резальной автомобили, расположенной над нижним чертильным валом. На нижнем финише приспособления укрепляется вольно поворачивающийся дисковый нож, лезвие которого надрезает картон по прямой линии, причем глубина надреза зависит от расстояния между дисковым ножом и чертильным валом.
Конструкция чертильных аппаратов разрешает совершенно верно регулировать глубину надреза методом подъема либо опускания дисковых ножей. Равномерность глубины надрезоз зависит от равномерности картона, состояниязакройной автомобили и от аппаратов и качества. Мельчайшая эксцентричность ножевого диска либо же его боковая качка отрицательно действуют на уровень качества работы чертильного аппарата.
По условиям закроя время от времени требуется нанести линии сгибов на близком расстоянии друг от друга, а ширина колодок аппаратов, составляющая приблизительно 30—35 мм, не допускает таковой возможности; для осуществления этого самой эргономичной есть чертильно-резальная машина с двумя валами для работы двух последовательностей чертильных аппаратов. Помимо этого, чертильные аппараты изготовляют с размещением дисков в центре либо с различных сторон колодки, что позволяет сделать ДЕе параллельные линии сгибов на более близком расстоянии.
При точке дисковых ножей нужно строго выполнять центричность дисков, и исходя из этого рекомендуется создавать точку на особой, прекрасно проверенной оправке.
При наладке чертильно-резальной автомобили для закроя коробок следует прежде всего установить ножи для резки картона и лишь затем приступить к установке чертильных аппаратов. Аппараты должны быть установлены строго по линии сгибов, по окончании чего направляться отрегулировать глубину надрезов. По окончании пробного окончательной полосы проверки и прогона картона аппаратов установки и правильности ножей необходимо прочно укрепить их, пропустить еще одну пробную полосу картона, совсем проверить полученный закрой, и лишь тогда возможно регулировку автомобили вычислять законченной.
Для разрезания целых страниц на полосы страницы подают вручную под угольник, закрепленный на плите. Подача взятых полос для закроя на небольшие подробности в перпендикулярном направлении производится машинально движущейся линейкой, что снабжает точность прогона полос в поперечном направлении.
Накатка линий сгибов. В отличие от надрезки нанесение линий сгибов методом накати не ослабляет картона по сгибу и не сокращает прочности коробок.
В зависимости от конструкции коробок, толщины и сорта картона используются разные по конструкции и профилю накатные ролики. Картон для для того чтобы закроя должен быть прочным на излом, поскольку вероятны трещины при сгибе картона на 90 либо 180°. Чтобы не было аналогичных явлений следует в каждом отдельном случае умело подбирать профили и систему накатных роликов.
К примеру, для узкого картона (толщиной 0,2—0,4 мм) достаточно нанести линию сгиба шириной не более 1—2 мм, тогда как для картона толщиной 1 мм линия сгиба должна быть шириной не меньше 3—4 мм.
Накатка линий сгибов производится на обрисованной выше комбинированной сгибально-резальной машине, служащей в один момент для накатки линий и резки картона сгибов. Эта машина отличается от чертильно-резальной автомобили тем, что вместо глад, кото чертильн.ого вала установлен вал с мобильными муфтами, снабженными рядом канавок разных профилей.
Сгибальные, либо рилевочные, аппараты, установленные на комбинированных сгибально-резальных автомобилях, видятся следующих конструкций:
а) Одинарный рилевочный аппарат для сгиба узкого картона; он складывается из стальной муфты и верхнего ролика, снабженной 4—5 канавками; первая канавка предназначена для нанесения самых узких бороздок, а последующие, более широкие и глубокие, — для нанесения широких бороздок.
б) Двухдисковый рилевочный аппаратдля нане(сения линий сгибов на более толстом картоне. Аппарат со стоит из муфты и двух раздвигающихся наклонно установленных дисков, при помощи которых возможно регулировать ширину бороздки. В середине муфты имеется узкий доок, выступающий ребром по всей окружности амортизационных резиновых колец.
в) Рилевочные муфты для нанесения линий сгибов на толстом картоне, а в особенности на трех- и пятиелойном гофрированном картоне.
При накатке линий сгиба на толстых картонах нужно придать бороздке таковой профиль, что помог бы при сгибе на 90—180° отвести из согнутого угла излишнее тело картона. Учи-. тывая это событие, линию сгиба направляться регулировать в зависимости от толщины картона.
Метод накатки линий сгибов возможно использован лишь на некоторых сортах картона, более прочного на изгиб.
Тиснение линий сгибов. Тиснение линий сгибов активно используется для всех видов картона и производится на сгибальных автомобилях.
Сгибальные автомобили имеют различную рабочую ширину и в зависимости от этого бывают различной мощности. В верхней части (ударной) этих автомобилей имеемся устройство для раздвигания сгибательных планок, при помощи которого возможно отрегулировать ширину линии сгиба. Профиль бороздки на картоне должен быть четким и достаточно глубоким.
Размещение линий сгибов на картоне определяется при помощи упорных линеек, имеющихся в задней стороне плиты сги-бальной автомобили. Возможно устанавливать рядом две упорные линейки для двух размеров, и в этом случае подробности подаются поочередно к первой и второй упорным линейкам.
При необходимости наносить пара параллельных линий сгибов используют так именуемые «ступени», каковые являются такими же упорными линейками, но расположены впереди машины. Переводя полосу картона с одной ступени на другую (в промежутках между ударами), возможно нанести последовательность параллельных линий сгибов.
В случае если требуется нанесение маленьких, прерывающихся линий сгибов, как, к примеру, при закрое складных коробок без прорезей, возможно пользоваться сгибальными автомобилями с открытым плечом.
Существует кроме этого метод одновременного нанесения всех линий сгибов. В этом случае тиснение производится на тигельных и конгревных прессах. Штампы для данной цели изготовляют из сгибальных и ножевых линеек.
Наряду с этим способе увеличивается производительность и все долевые и линии отрезов и поперечные линии сгибов верно находятся по отношению друг к другу.
При нанесении линий сгибов на сгкбальных автомобилях вероятны время от времени смещения отдельных линий, а при одновременном тиснении всех линий возможность смещений совсем устраняется. Законченный закрой (сгиб и резка) изготовляют за один процесс тиснения, в основном для производства складных пачек и складных коробок из узкого картона плотностью от 140 до 300 г/м2. При применении для того чтобы способа для картона толщиной более 1 мм требуются прессы громадной мощности.
Сгибальные автомобили для закроя громадных коробок из толстого картона (юлщиной 2—3 мм), и из трех- и пятислойного гофрированного картона принадлежат к типу особенно замечательных автомобилей с рабочей шириной до 2—2,5 м (на этих автомобилях тиснение производится дисковыми муфтами, установленными попарно).
Как при работе на сгибальных автомобилях, так и при тиснении на различных прессах неизменно нужно особенно совершенно верно отрегулировать глубину давления. При слабом накате либо тиснении линии сгибов окажутся некачественными, а при излишнем нажатии вероятно продаЕЛИванне картона по линиям сгиба.
Прострогивание и сдирка канавок. Прострогивание и сдирка канавок для нанесения линий сгибов отличаются от надрезки линий сгибов тем, что наряду с этим методе картон сгибается со стороны надреза, а при сдирке канавок, напротив, канавка находится в сгиба.
Сдирание линий сгибов производится шлифовальными кругами остроконечной формы. На таких шлифовальных аппаратах возможно создавать сдирку канавок на картоне в страницах и в виде нескончаемой ленты. Картон по окончании сдирки канавок сгибается весьма легко и не отпружинивает, что есть громадным преимуществом при механической сборке клееных коробок.
Рис. 8. Подсобные аппараты: а — аппарат с роликом для проводки страниц; б — аппарат для тиснений (блинтом); в — линевальный аппарат; г — зуборезный аппарат.
Не считая приведенных чертильных и сгибальных аппаратов, существует множество подсобных аппаратов для различных целей:
а) аппараты с обрезиненными роликами для обеспечения равномерной полос картона и проводки листов;
б) аппараты для тиснения (блинтом) декоративных Дорожек и линий;
в) линовальные аппараты с красочными приспособлениями.
г) зуборезные аппараты для прорезки картона по зубцеобразной форме.
В. Заготовка картонных рамок
Боковые стены для прямоугольных и других коробок закраивают время от времени раздельно в виде рамок чтобы при закрое таких коробок не тратить лишнего картона на вырубку углов.
Рамки должны быть склеены по стыку для крепления и вставки них донышек. Склейка отдельных рамок —- через чур трудоемкий процесс, исходя из этого сперва склеивают громадные полосы, а после этого из них нарезают готовые рамки.
По окончании закроя на чертильно-резальной машине громадных полос (риЬ. 34а) и нанесения на них линий сгибов полосы складывают по сгибам в таком порядке, дабы стык между крайними стенками был по середине сложенного рукава. Такая подготовка нужна для удобства склейки полос по линии стыка.
На линию стыка двух крайних стенок приклеивают бумажную полосу шириной 30—40 мм, скрепляющую полосу ^артона в виде долгого прямоугольного рукава. По окончании склейки полосу нужно снова перегнуть так, дабы склейка приходилась на боковое ребро, для устранения вероятных разрывов по склейке при перегибе полос по окончании сушки.
Картонные полосы возможно склеивать по iuev при помощи узкой бумажной полосы; так как это сложный трудоемкий процесс, требующий участия двух рабочих, из которых один намазывает полосы клеем, а второй создаёт склейку и перегибку, то на Столичной картонажной фабрике он выполняется механическим методом на особенном приспособлении (ом. рис. 25); оно складывается из клеема-зального аппарата для нанесения клея на системы и бесконечную ленту бумаги проводящих валиков, под прижимом которых происходит выглаживание и склейка полос.
Для склейки картонных полос при помощи этого приспособления используется бумага в бобинах шириной 25—40 мм. Полоса бумаги возможно разной ширины, и исходя из этого для склейки с успехом смогут быть использованы отходы бумаги, остающиеся при резке рулонной бумаги на бобинсрезальной машине.
При изготовлении более несложных коробок обходятся без бумаги, склеивая полосы по клапану. В этом случае при закрое полос нужно предусмотреть клапан шириной 15—20 мм. Склейка полос по клапану производится в такой последовательности: полосы в развернутом положении укладывают на столе ступенью так, дабы ширина выступающей части каждой полосы была меньше ширины клапана.
Края полос, разложенных в таком порядке, покрывают клеем, по окончании чего полосы складывают и склеивают по клапанам, образуя прямоугольные рукава для заготовки рамок.
По окончании склейки полос по тому либо второму способу их разрезают на отдельные рамки. Резка либо рубка полос на рамки может производиться на разных закройных автомобилях.
а) На рубилке (папшере). При незначительной высоте рамок, приблизительно от 10 до 30 мм, при достаточном навыке возможно на рубилке заготовить за смену 20—30 тыс. рамок для прямоугольных пли многогранных коробок.
б) На картонорезальной машине. При установке достаточного количества дисковых ножей рамки нарезают из всей полосы за один прогон, но наряду с этим ширина рамок не может быть меньше минимального расстояния между дисковыми ножами.
в) На шейкорубке (машине для рубки рамок). Резка на данной машине происходит машинально, и лишь полосы подают вручную. По окончании захвата полосы подающими валиками полоса подается под нож машинально.
Производительность данной автомобили при резке узких полос возможно доведена до 200 рамок в 60 секунд. В таковой машине нужно впереди ножа установить прижимную пластину с целью прочного прижима картонной полосы в момент ее резания.
Во многих случаях заготовленные рамки в виде полос с нанесенными линиями сгибов не склеивают по стыку, и они поступают на сборку коробок отдельными рамками в развернутом виде.
Заготовка таких рамок намного проще и ограничивается нарезкой полос, ширина которых равна высоте рамки. Полосы возможно разрезать на рамки на дисковых картонорезальных автомобилях либо же на бумагорезальных автомобилях; особенно комфортно использовать для данной цели автомобили, снабженные приспособлением для автоматической подачи полос по установленному размеру ширины рамки.
Не считая указанных видов оборудования существует кроме этого особое оборудование для одновременного нанесения на нескончаемую полосу рубки линий и картона сгибов на отдельные рамки.
Рис. 9. Шарнирная машина.
Шарнирные автомобили, вернее автоматы, с успехом смогут использоваться для массовой заготовки рамок для папиросных и других коробок. Картон для данной цели должен быть заготовлен в бобинах, причем ширина бобины обязана строго соответствовать длине заготовляемых рамок.
Г. просечка и Вырубка подробностей
Для закроя прямоугольных коробок требуется просечка прорезей и вырубка углов, клапанов и пр., и вырубка’ углублений («пальчиков»), комбинированных застежек («замков»), разных отверстий и т. д.
При заготовке клееных коробок, складных пачек, складных коробок, и сшивных и других коробок главными закройными процессами являются просечка и вырубка углов и прорезей. В зависимости от типа коробок в закрое производятся разные вырубки, причем в отдельных случаях по паре различных вырубок в один момент, к примеру прорези и вырубка углов и т. д.
Для данной цели используется следующее оборудование:
1. Угловысекальная машина. Для вырубки углов (подразумевается угол 90°) используются угловысекальные автомобили разной конструкции, снабженные одним углообразным высекальным аппаратом. Ножи этого аппарата выстроены для вырубки большого угла, а размер плеча регулируется в каждом отдельном случае особенными ограничителями подачи.
В большинстве случаев вырубается по паре подробностей в один момент в зависимости от толщины и качества картона, и от вида гшнии сгибов на картонных подробностях. Так, к примеру, при закрое подробностей на чертилы-го-резальных автомобилях возможно вырубать в один момент по 15—20 подробностей, по причине того, что легко надрезанные углы легко отрубаются.
Уровень качества вырубки зависит от плотности прилегания и состояния ножей верхних ножей к укрепленным на плите автомобили нижним ножам. Плотность прилегания ножен регулируется особенным поджимным устройством. Верхний нож конструируется с наклоном для резки по принципу ножниц.
Угловысекальными автомобилями возможно пользоваться кроме этого для среза углов в закрое, для чего требуются особенные ограничители (угольники), установленные с двух сторон под углом 45° по отношению к одному из ножей автомобили. Глубина подачи картонной подробности под отрубной нож регулируется сдвиганием либо раздвиганием ограничителей.
2. Универсальная просекальиая машина. Она помогает Для производства всевозможных вырубок и прорезей, как-то: вырубка углов — одного либо двух в один момент, прорезей, отверстий, сложных по форме клапанов, разных углублений и т. д. Про-секальные автомобили изготовляют с разной рабочей шириной: в зависимости от размеров и характера обрабатываемых подробностей, начиная от малых одноплечных автомобилей с рабочей шириной около 400 мм до автомобилей для вырубки больших коробок (рабочая ширина 2,5 м). Все двухплечные просекальные автомобили являются широкоплечные прессы с верхней рамой, приспособленной для крепления всевозможных просекальных ножей- Матрицы этих аппаратов крепятся к нижней (неподвижной) станине автомобили.
Рис. 10. Угловысекальная машина.
При установке аппаратов на машину нужно строго смотреть за тем, дабы ножевая часть просекальных аппаратов была прошлифована и совершенно верно подогнана (верх к матрице), особенно при установке на машине аппаратов, не снабженных направляющими приспособлениями. Лишь при умелом уходе за инструментом возможно обеспечена чистота длительное действие и вырубок режущего инструмента.
Рис. 11. Универсальная двухплечная просекальная машина.
3. Просекальный автомат. Он есть высокопроизводительной машиной, создающей вырубку в один момент с обеих сторон. Эта машина используется в основном для массовой вырубки углов и прорезей в складных пачках, гак как установка всех аппаратов и наладка автомобили занимают относительно большое количество времени.
Производительность автомобили превышает 100 тыс. подробностей в смену.
4. Просекальные автомобили ротационного действия. Являются главным образом для углов и просечки прорезей складных коробок. Вырубка производится поочередно с обеих сторон за один прогон. Ножи установлены на вращающихся дисках и требуют при наладке автомобили весьма правильной установки.
При самоподаче деталей производительность данной автомобили возможно доведена до 200 подробностей в 60 секунд.
5. Комбинированные сгибально-просекальные автомобили. В них за один удар наносится одна линия сгиба с одновременной вырубкой прорези. Просечка прорезей происходит в один момент с тиснением сгиба, что особенно комфортно при заготовке закроя для сшивных коробок.
6. Станок для кругления углов. При заготовке донышек для коробок с закругленными углами и во многих других случаев нужно закруглять углы картонных подробностей, другими словами обрубать их по определенному радиусу. Для данной цели используют станки для кругления углов. Они должны иметь комплект штампов чтобы круглить углы с разными радиусами.
В один момент обрубается пара страниц в зависимости от толщины и качества картона.
Рис. 12. Просекальная ротационная машина.
7. Станки для вырубки «пальчиков». Углубления в нижнем крае продольных стенок коробок, названные «пальчики», нужны для эргономичного открывания коробок c глубокими крышками. форма и Размер углубления смогут быть постоянными, по размеру пальцев руки. Для сшивных коробок возможно вырубать пальчики в закрое, а для клееных коробок приходится вырубать углубления в готовых коробках. На рис.
14 продемонстрирован станок для вырубки’ «пальчиков» в закрое.
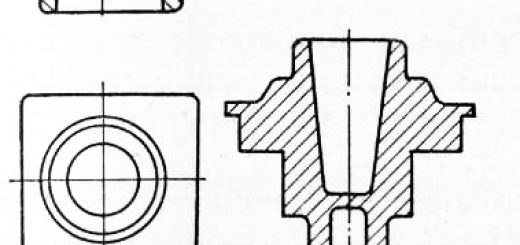
Рис. 13. Станок для кругления углов.
Рис. 14. Станок для вырубки „пальчиков”.